┤ū╦ߧźĻ¢ļxūėā╔ąįĄĒĘ█ėĪ╚ŠÅU╦«╠Ä└Ēä®
ųąć°╬█╦«╠Ä└Ē╣ż│╠ŠW ĢrķgŻ║2015-6-21 8:55:29
╬█╦«╠Ä└Ē╝╝ąg | ģRŠ█╚½Ū“Łh▒Ż┴”┴┐Ż¼ĮĄĄ═Ų¾śIų╬╬█│╔▒Š
ė╔ė┌ėĪ╚Š▀^│╠ųąĢ■╩╣ė├┤¾┴┐Ą─╚Š┴ŽĪóų·ä®Ą╚╗»īW╬’┘|Ż¼╦∙ęįĢ■«a╔·┤¾┴┐Ą─ėĪ╚ŠÅU╦«Ż¼ō■▓╗═Ļ╚½ĮyėŗŻ¼╬ęć°ėĪ╚ŠÅU╦«┼┼Ę┼┴┐▀_3000Ī½4000kt/dĪŻ─┐Ū░ć°ā╚═Ōī”ėĪ╚ŠÅU╦«Ą─╠Ä└Ē▓╔ė├▌^ČÓĄ─╩Ūą§─²╝╝ągŻ¼╝╚┐╔╠ßĖ▀╦«┘|╠Ä└ĒĄ─ą¦┬╩Ż¼ėųĘŪ│ŻĮøØ·║å▒ŃĪŻ│Żė├Ą─ą§─²ä®ėąęįŠ█õX×ķ┤·▒ĒĄ─¤oÖCĖ▀Ęųūėą§─²ä®║═ęįPAM×ķ┤·▒ĒĄ─ėąÖCĖ▀Ęųūėą§─²ä®ĪŻ╗»īWą§─²ä®ļmæ¬ė├ÅVĘ║Ż¼Ą½Ųõūį╔ĒĮMĘų╩╣╠Ä└Ē║¾╦«¾w║¼╬ó┴┐ėąČŠ╬’┘|Ż¼ķLŲ┌╩╣ė├┐╔─▄Ģ■ę²Ų╦«¾wĄ─Č■┤╬╬█╚ŠĪŻļSų°ī”╦«ŁhŠ│▒Żūoę¬Ū¾Ą─╚š┌ģć└Ė±Ż¼╠ņ╚╗Ė▀Ęųūėą§─²ä®ęįŲõęūė┌╔·╬’ĮĄĮŌĪóī”ŁhŠ│¤oČŠĄ╚ā׳cįĮüĒįĮ╩▄ĄĮŪÓ▓AŻ¼ĄĒĘ█č▄╔·╬’Īóų▓╬’─zĖ─ąį╦«╠Ä└Ēä®Īó╬ó╔·╬’ą§─²ä®ęį╝░╝ūÜż╦žč▄╔·╬’Ą╚蹊┐ŅIė“Č╝ųØu│╔×ķą┬Ą─蹊┐¤ß³cĪŻ
┤ū╦ߧźĻ¢ļxūėā╔ąįĄĒĘ█ėĪ╚ŠÅU╦«╠Ä└Ēä®╩ŪĄĒĘ█ĮøĖ─ąį║¾Ęųūėųą╝╚║¼ėąĻÄļxūė╗∙łFĪóėų║¼ėąĻ¢ļxūė╗∙łFĄ─ūāąįĄĒĘ█ĪŻ┐╔╩╣ųŲĄ├Ą─ūāąįĄĒĘ█ī”╬█╦«ųąÄ¦š²ļŖ║╔║═žōļŖ║╔Ą─ļxūė═¼ĢrŠ▀ėą╬³ĖĮ“³║Žū„ė├Ż¼┼cå╬ę╗ĻÄļxūėūāąįĄĒĘ█╗“Ļ¢ļxūėūāąįĄĒĘ█ŽÓ▒╚Ż¼į÷┤¾┴╦╬³ĖĮ├ō╔½Ą──▄┴”ĪŻŠ▀ėąĖ³┤¾Ą─æ¬ė├ārųĄ║═Ė³ÅVĘ║Ą─æ¬ė├╩ął÷ĪŻ
1īŹ“×▓┐Ęų
1.1īŹ“×▓─┴Ž║═ų„ę¬āxŲ„įOéõ
▓─┴ŽŻ║┤ū╦ߧźĄĒĘ█ūįųŲŻ©╚Ī┤·Č╚0.0745Ż®Ż¼īŹ“×ė├╦«×ķ╚źļxūė╦«Ż¼Üõč§╗»ŌcĪóęę┤╝Š∙×ķAR╝ēŻ©ųąć°ßt╦Ä╝»łF╔Ž║Ż╗»īWįćä®╣½╦ŠŻ®Ż¼3-┬╚-2┴u▒¹╗∙╚²╝ū╗∙┬╚╗»õ@Ż©69%Ż®Ż©╔Ž║ŻĄč░ž╗»īWŲĘ╝╝ągėąŽ▐╣½╦ŠŻ®ĪŻ
āxŲ„Ż║DF-101Są═╝»¤ß╩Į║Ń£ž╝ė¤ß┤┼┴”öć░ĶŲ„Ż¼╔Ž║Ż║Ó┤·ä┌āxŲ„ėąŽ▐╣½╦ŠŻ╗pHS-3Cą═Š½├▄╦ßČ╚ėŗŻ¼╔Ž║Ż║ńęµāxŲ„āx▒ĒėąŽ▐╣½╦ŠŻ╗101-1ABą═ļŖ¤ß╣─’LĖ╔į’ŽõŻ¼╠ņĮ“╠®╦╣āxŲ„ėąŽ▐╣½╦ŠŻ╗UV-7504ą═Ęų╣Ō╣ŌČ╚ėŗŻ¼╔Ž║ŻŠ½├▄āxŲ„āx▒ĒėąŽ▐╣½╦ŠĪŻ
1.2┤ū╦ߧźĻ¢ļxūėā╔ąįĄĒĘ█Ą─ųŲéõ
ĘQ╚Ī25g┤ū╦ߧźĄĒĘ█Ż¼╝ė╦«275gŻ¼ęį10%NaOH╚▄ę║š{╣ؾwŽĄpH×ķ11Ż¼╝ė¤ß╩╣Ę┤款wŽĄ╔²£žų┴40ĪµŻ¼▀ģöć░Ķ▀ģ╝ė╚ļ3-┬╚-2┴u▒¹╗∙╚²╝ū╗∙┬╚╗»õ@├č╗»ä®12.5g┼cNaOHĄ─╗ņ║Žę║Ż¼Ę┤æ¬Ģrķg4~16hŻ¼Ę┤æ¬ĮY╩°║¾ė├ŽĪHClš{ų┴pH×ķųąąįŻ¼▀^×VŻ¼ė├ęę┤╝/╦«╗ņ║Žę║Ż©¾wĘe▒╚1Ī├1Ż®Ę┤Å═Ž┤£ņĪóĖ╔į’Īóčą╦ķŻ¼▓óęį0.15mmŻ©100─┐Ż®/25.4mmĘųśė║YĘų║YĪŻ
1.3«aŲĘĄ─Öz£y
1.3.1┤ū╦ߧźĻ¢ļxūėā╔ąįĄĒĘ█Ļ¢ļxūė╚Ī┤·Č╚Ą─£yČ©
Ą¬į¬╦ž║¼┴┐£yČ©ĘĮĘ©ęŖŻ©GB/T22427.10Ī¬2008Ż®ĪČĄĒĘ█╝░Ųõč▄╔·╬’Ą¬║¼┴┐£yČ©ĘĮĘ©ĪĘųąęÄČ©Ą─äP╩ŽČ©Ą¬Ę©ĪŻŲõįŁ└Ē╩ŪŻ║į┌┤▀╗»ä®ū„ė├Ž┬Ż¼ė├ØŌ┴“╦ߎ¹╗»ĄĒĘ█╝░Ųõč▄╔·╬’Ż¼╔·│╔Ż©NH4Ż®2SO4Ż╗╚╗║¾į┌äP╩ŽČ©Ą¬Ų„ųą┼cēAū„ė├Ż¼═©▀^š¶sßīĘ┼│÷NH3Ż¼╩š╝»ė┌H3BO3╚▄ę║ųąŻ╗ė├ęčų¬ØŌČ╚Ą─HClś╦£╩╚▄ę║Ą╬Č©Ż¼Ė∙ō■HClŽ¹║─Ą─┴┐ėŗ╦Ń│÷Ą¬Ą─║¼┴┐Ż¼╚╗║¾│╦ęįŽÓæ¬Ą─ōQ╦Ńę“ūėŻ¼╝┤Ą├Ą¬Ą─║¼┴┐ĪŻ
1.3.2┤ū╦ߧźĻ¢ļxūėā╔ąįĄĒĘ█├ō╔½ą¦╣¹Ą─£yČ©
Ė„ĘN╦«╠Ä└Ēä®├ō╔½┬╩Ą─£yįćĘĮĘ©Ż║į┌1000mLėĪ╚ŠÅU╦«ųą╝ė╚ļ0.2gūāąįĄĒĘ█╦«╠Ä└Ē䮯¼ęį200r/minĄ─▐D╦┘┐ņ╦┘öć░Ķ10minŻ¼╩╣ą§─²ä®│õĘųĘų╔óŻ¼ļS║¾ęį40r/minĄ─▐D╦┘öć░Ķ15minĪŻņoų├10min║¾Ż¼╚Ī╔ŽŪÕę║Ż¼ė┌▓©ķL550nm╠Ä£yČ©Ųõ═Ė╣Ō┬╩ĪŻ
īŹ“×ė├Ą─ėĪ╚ŠÅU╦«╚Īūįė┌ĮŁĻÄ╩ą│╬¢|ŠC║Ž╬█╦«╠Ä└ĒėąŽ▐╣½╦ŠŻ¼ų„ę¬║¼ėą╦ßąį╚Š┴ŽĪó╗Ņąį╚Š┴ŽĪóų▒Įė╚Š┴ŽĪóĄÕ╦{╚Š┴Žęį╝░ę╗ą®ėĪ╚Šų·ä®ĪŻ
2ĮY╣¹┼cėæšō
2.1┤ū╦ߧźĻ¢ļxūėā╔ąįĄĒĘ█Ą─║Ž│╔ė░Ēæę“╦žėæšō
2.1.1├č╗»ä®Ą─╝ė╚ļ┴┐ī”Ļ¢ļxūė╚Ī┤·Č╚Ą─ė░Ēæ
į┌┤ū╦ߧźĻ¢ļxūėā╔ąįĄĒĘ█Ą─║Ž│╔ųąŻ¼├č╗»ä®3-┬╚-2┴u▒¹╗∙╚²╝ū╗∙┬╚╗»õ@Ą─╝ė╚ļ┴┐ī”Ļ¢ļxūė╚Ī┤·Č╚ė░Ēæ▌^┤¾ĪŻ╚Ī┤ū╦ߧźĄĒĘ█25gŻ¼Ę┤æ¬Ģrķg6hŻ¼Ę┤欣žČ╚40ĪµŻ¼pH×ķ11Ż¼Ė─ūāmŻ©├č╗»ä®Ż®Ī├mŻ©┤ū╦ߧźĄĒĘ█Ż®Ż¼┐╝▓ņŲõī”┤ū╦ߧźĻ¢ļxūėā╔ąįĄĒĘ█Ą─Ļ¢ļxūė╚Ī┤·Č╚Ą─ė░ĒæŻ¼ĮY╣¹╚ń▒Ē1╦∙╩ŠĪŻ

ė╔▒Ē1┐╔ęŖŻ¼ļSų°mŻ©├č╗»ä®Ż®Ī├mŻ©┤ū╦ߧźĄĒĘ█Ż®ė╔1Ī├5ūā×ķ1Ī├1Ż¼Ļ¢ļxūė╚Ī┤·Č╚ė╔0.0050ūā×ķ0.0413Ż¼╚Ī┤·Č╚Ą─ūā╗»▌^┤¾ĪŻū„×ķā╔ąįĄĒĘ█ėĪ╚ŠÅU╦«╠Ä└Ē䮯¼ī”╚Š┴ŽĄ─├ō╔½ą¦╣¹▀Ćę¬╚ĪøQė┌Ļ¢ļxūė║═ĻÄļxūėĄ─▒╚└²ĻPŽĄŻ¼ę“┤╦┤_Č©Ļ¢ļxūė䮥─═Č┴Ž┴┐┼cĻ¢ļxūė╚Ī┤·Č╚Ą─ĻPŽĄė╚×ķųžę¬ĪŻ
2.1.2Ę┤款wŽĄpHī”Ļ¢ļxūė╚Ī┤·Č╚Ą─ė░Ēæ
į┌┤ū╦ߧźĻ¢ļxūėā╔ąįĄĒĘ█Ą─║Ž│╔ųąŻ¼Ę┤款wŽĄĄ─pHī”Ļ¢ļxūė╚Ī┤·Č╚ęÓėą║▄┤¾Ą─ė░ĒæĪŻ╚Ī┤ū╦ߧźĄĒĘ█25gŻ¼mŻ©├č╗»ä®Ż®Ī├mŻ©┤ū╦ߧźĄĒĘ█Ż®×ķ1Ī├2Ż¼Ę┤æ¬Ģrķg6hŻ¼Ę┤欣žČ╚45ĪµŻ¼═©▀^Ė─ūāĘ┤款wŽĄĄ─pH┐╝▓ņŲõī”┤ū╦ߧźĻ¢ļxūėā╔ąįĄĒĘ█Ą─Ļ¢ļxūė╚Ī┤·Č╚Ą─ė░ĒæŻ¼ĮY╣¹╚ń▒Ē2╦∙╩ŠĪŻ

ė╔▒Ē2┐╔ęŖŻ¼ļSų°Ę┤款wŽĄpHĄ─╔²Ė▀Ż¼Ļ¢ļxūė╚Ī┤·Č╚╔²Ė▀Ż¼ė╚Ųõ╩Ū«öpHė╔10╔²Ė▀ĄĮ11ĢrŻ¼Ļ¢ļxūė╚Ī┤·Č╚╝▒äĪ╔Ž╔²Ż¼ė╔0.0034ūā×ķ0.0148Ż¼▀@╩Ūė╔ė┌«öĘ┤款wŽĄĄ─pH╔²Ė▀ĢrŻ¼ĄĒĘ█▒╗╗Ņ╗»Ż¼Ę┤æ¬ą¦┬╩╠ßĖ▀Ż¼┴Ē═ŌĻ¢ļxūė├č╗»ä®3-┬╚-2┴u▒¹╗∙╚²╝ū╗∙┬╚╗»õ@į┌ēAąį▌^Ė▀Ą─¾wŽĄųąėą└¹ė┌ą╬│╔š²ļxūėŻ¼▒Ńė┌Ļ¢ļxūė├č╗»Ę┤æ¬ĪŻĄ½«öĘ┤款wŽĄpH╔²ĄĮ12ĢrŻ¼¾wŽĄĄ─żČ╚╝▒äĪ╔Ž╔²Ż¼ļyęįöć░ĶŻ¼▓╗─▄▀Mąą└ĒŽļĄ─├č╗»Ę┤æ¬Ż¼Ļ¢ļxūė╚Ī┤·Č╚ėą╦∙Ž┬ĮĄĪŻ╦∙ęįĘ┤款wŽĄpH=11×ķūŅ╝čĪŻ
2.1.3Ę┤欣žČ╚ī”Ļ¢ļxūė╚Ī┤·Č╚Ą─ė░Ēæ
╚Ī┤ū╦ߧźĄĒĘ█25gŻ¼mŻ©├č╗»ä®Ż®Ī├mŻ©┤ū╦ߧźĄĒĘ█Ż®×ķ1Ī├2Ż¼Ę┤æ¬Ģrķg6hŻ¼pH×ķ11Ż¼Ė─ūāĘ┤欣žČ╚┐╝▓ņŲõī”┤ū╦ߧźĻ¢ļxūėā╔ąįĄĒĘ█Ą─Ļ¢ļxūė╚Ī┤·Č╚Ą─ė░ĒæŻ¼ĮY╣¹╚ń▒Ē3╦∙╩ŠĪŻ

ė╔▒Ē3┐╔ęŖŻ¼ļSĘ┤欣žČ╚Ą─╔²Ė▀Ż¼Ļ¢ļxūė╚Ī┤·Č╚Ž╚į÷┤¾║¾£pąĪŻ¼į┌45ĪµĢr▀_ūŅ┤¾ųĄ0.0220ĪŻ▀@╩Ūę“×ķį┌▌^Ą═Ą─Ę┤欣žČ╚Ž┬Ż¼ĄĒĘ█╗Ņ╗»│╠Č╚▓╗Ė▀Ż¼ę“┤╦Ę┤æ¬ą¦┬╩ę▓Ų½Ą═Ż╗Ą½╚¶Ę┤欣žČ╚▌^Ė▀Ż¼ļm╚╗ĄĒĘ█Ą─╗Ņ╗»│╠Č╚▌^Ė▀Ż¼Ą½╩Ū├č╗»ä®3-┬╚-2┴u▒¹╗∙╚²╝ū╗∙┬╚╗»õ@▓╗ĘĆČ©Ż¼ė░ĒæĘ┤æ¬ą¦╣¹Ż¼ę“┤╦«aŲĘ╚Ī┤·Č╚ę▓▓╗Ė▀ĪŻŠC║Ž┐╝æ]Ż¼╚Ī45Īµ×ķūŅ▀mĘ┤欣žČ╚ĪŻ
2.1.4Ę┤æ¬Ģrķgī”Ļ¢ļxūė╚Ī┤·Č╚Ą─ė░Ēæ
╚Ī┤ū╦ߧźĄĒĘ█25gŻ¼mŻ©├č╗»ä®Ż®Ī├mŻ©┤ū╦ߧźĄĒĘ█Ż®×ķ1Ī├2Ż¼Ę┤欣žČ╚40ĪµŻ¼pH×ķ11Ż¼Ė─ūāĘ┤欣žČ╚Ż¼┐╝▓ņŲõī”┤ū╦ߧźĻ¢ļxūėā╔ąįĄĒĘ█Ą─Ļ¢ļxūė╚Ī┤·Č╚Ą─ė░ĒæŻ¼ĮY╣¹╚ń▒Ē4╦∙╩ŠĪŻ

ė╔▒Ē4┐╔ęŖŻ¼Ę┤æ¬Ģrķg×ķ4~8hŻ¼╚Ī┤·Č╚į÷╝ė▌^ČÓŻ╗Ą½«öĘ┤æ¬ĢrķgķLė┌8h║¾Ż¼«aŲĘĄ─Ļ¢ļxūė╚Ī┤·Č╚ėą╦∙ĮĄĄ═Ż¼▀@┐╔─▄╩Ūė╔ė┌├č╗»ä®3-┬╚-2┴u▒¹╗∙╚²╝ū╗∙┬╚╗»õ@ķLĢrķgō]░l▌^ČÓŻ¼ė░ĒæĘ┤æ¬Ą─ĮY╣¹ĪŻ
2.2┤ū╦ߧźĻ¢ļxūėā╔ąįĄĒĘ█├ō╔½ą¦╣¹Ą─£yČ©
2.2.1▓╗═¼ūāąįĄĒĘ█╦«╠Ä└Ē䮥─╔½Č╚╚ź│²┬╩ī”▒╚
Ęųäe╚Ī┤ū╦ߧźĄĒĘ█Ż©ĻÄļxūė╚Ī┤·Č╚0.0745Ż®Īó╝Š░ĘĻ¢ļxūėĄĒĘ█Ż©Ļ¢ļxūė╚Ī┤·Č╚0.0131Ż®Īó┤ū╦ߧźĻ¢ļxūėā╔ąįĄĒĘ█Ż©ĻÄļxūė╚Ī┤·Č╚0.0745ĪóĻ¢ļxūė╚Ī┤·Č╚0.0131Ż®Ż¼░┤╔Ž╩÷ĘĮĘ©▀MąąėĪ╚ŠÅU╦«├ō╔½īŹ“ׯ¼├ō╔½ą¦╣¹╚ń▒Ē5╦∙╩ŠĪŻ
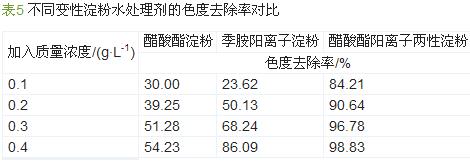
ė╔▒Ē5┐╔ęŖŻ¼į┌╝ė┴Ž┘|┴┐ØŌČ╚Č╝×ķ0.2g/LĢrŻ¼ĻÄļxūė╚Ī┤·Č╚ŽÓ═¼Ą─┤ū╦ߧźĄĒĘ█║═┤ū╦ߧźĻ¢ļxūėā╔ąįĄĒĘ█Ż¼╔½Č╚╚ź│²┬╩ė╔39.25%╔²Ė▀×ķ90.64%Ż¼šf├„┤ū╦ߧźā╔ąįĄĒĘ█Ą─├ō╔½ą¦╣¹├„’@ā×ė┌┤ū╦ߧźĄĒĘ█Ż╗Ļ¢ļxūė╚Ī┤·Č╚ŽÓ═¼Ą─╝Š░Ęą═Ļ¢ļxūėĄĒĘ█┼c┤ū╦ߧźā╔ąįĄĒĘ█ŽÓ▒╚Ż¼╔½Č╚╚ź│²┬╩ė╔50.13%╔²Ė▀×ķ90.64%Ż¼šf├„┤ū╦ߧźĻ¢ļxūėā╔ąįĄĒĘ█Ą─├ō╔½ą¦╣¹ęÓ▒╚Ļ¢ļxūėĄĒĘ█║├ĪŻ
▀@╩Ūę“×ķį┌ėĪ╚ŠÅU╦«ųą║¼ėą╦ßąį╚Š┴ŽĪó╗Ņąį╚Š┴ŽĪóų▒Įė╚Š┴ŽĪóĄÕ╦{╚Š┴ŽĄ╚Ż¼▀@ą®╚Š┴Žį┌╦«╚▄ę║ųąėąĄ─│╩Ļ¢ļxūėæBŻ¼ėąĄ─│╩ĻÄļxūėæBŻ¼Č°┤ū╦ߧźĻ¢ļxūėā╔ąįĄĒĘ█═¼Ģrī”ĻÄĪóĻ¢ļxūėŠ▀ėąųą║═Īó╬³ĖĮĪó“³║Žū„ė├Ż¼į┘╝ė╔ŽĄĒĘ█Ą─░ļäéąįµ£║═╚ßąįų¦µ£─▄īó╬█╦«ųąæęĖĪĄ─Ņw┴Ż═©▀^╝▄ś“ū„ė├ą§─²│┴ĮĄŻ¼ę“┤╦╩Ūę╗ĘN└ĒŽļĄ─ėĪ╚ŠÅU╦«╠Ä└Ēä®ĪŻŠ▀¾wģóęŖhttp://www.bnynw.comĖ³ČÓŽÓĻP╝╝ąg╬─ÖnĪŻ
2.2.2▓╗═¼Ļ¢ļxūė╚Ī┤·Č╚┤ū╦ߧźā╔ąįĄĒĘ█Ą─╔½Č╚╚ź│²┬╩ī”▒╚
╚Ī▓╗═¼Ļ¢ļxūė╚Ī┤·Č╚Ą─┤ū╦ߧźā╔ąįĄĒĘ█Ż©ĻÄļxūė╚Ī┤·Č╚Č╝×ķ0.0745Ż®Ż¼ĘųäeŠÄ╠¢×ķ1~6╠¢Ż║Ļ¢ļxūė╚Ī┤·Č╚Ęųäe×ķ0.00089Īó0.0050Īó0.0085Īó0.0131Īó0.0200Īó0.0413Ż¼░┤╔Ž╩÷ĘĮĘ©▀MąąėĪ╚ŠÅU╦«├ō╔½īŹ“ׯ¼ĮY╣¹╚ń▒Ē6╦∙╩ŠĪŻ

ė╔▒Ē6┐╔ęŖŻ¼Ļ¢ļxūė╚Ī┤·Č╚Å─0.00089ūāĄĮ0.0131ĢrŻ¼ėĪ╚ŠÅU╦«╔½Č╚╚ź│²┬╩╝▒äĪ╔Ž╔²Ż¼ūā╗»▌^┤¾Ż╗«öĻ¢ļxūė╚Ī┤·Č╚│¼▀^0.0131Ż¼▀_ĄĮ0.0200║¾Ż¼ėĪ╚ŠÅU╦«╔½Č╚╚ź│²┬╩ūā╗»▓╗┤¾Ż¼╔§ų┴▀Ć┬įėąŽ┬ĮĄĄ─┌ģä▌ĪŻ▀@šf├„ī”ė┌┤ū╦ߧźā╔ąįĄĒĘ█üĒšf║Ž▀mĄ─ĻÄĻ¢ļxūė┼õ▒╚ī”ėĪ╚ŠÅU╦«Ą─├ō╔½ą¦╣¹ėą║▄┤¾ė░ĒæĪŻ
3ĮYšō
Ė∙ō■ī”Ė„ĘNŅÉą═ūāąįĄĒĘ█╦«╠Ä└Ēä®ėĪ╚ŠÅU╦«╔½Č╚╚ź│²┬╩ī”▒╚Ż¼ĮY╣¹▒Ē├„╣Pš▀ųŲéõĄ─┤ū╦ߧźĻ¢ļxūėā╔ąįĄĒĘ█Ą─├ō╔½ą¦╣¹┴╝║├Ż¼╩ŪųĄĄ├═ŲÅVĄ─ėĪ╚ŠÅU╦«╠Ä└Ēä®ĪŻĻÄļxūė╚Ī┤·Č╚×ķ0.0745Ż¼Ļ¢ļxūė╚Ī┤·Č╚0.0131Ą─┤ū╦ߧźĻ¢ļxūėā╔ąįĄĒĘ█├ō╔½ą¦╣¹ūŅ╝čĪŻĮø£y╦Ń║Ž│╔1t╔Ž╩÷┤ū╦ߧźĻ¢ļxūėā╔ąįĄĒĘ█ėĪ╚ŠÅU╦«╠Ä└Ē䮥─įŁ▓─┴ŽŽ¹║─×ķ10623į¬Ż¼┼c¼FŲ¾śI▓╔ė├Ą─ą§─²├ō╔½ä®PAM10000į¬/tŽÓ▒╚Ż¼į┌│╔▒Š┬įėą╔Ž╔²Ż¼Ą½╩ŪÅ─ą§─²├ō╔½╦«╠Ä└Ē╣ż╦ć▒╚▌^üĒ┐┤Ż¼╣Pš▀ųŲéõĄ─ā╔ąįĄĒĘ█ėĪ╚ŠÅU╦«╠Ä└Ēä®╠Ä└Ē╣ż╦ć║åå╬Ż¼─▄ÅžĄū╚ź│²╚Š┴ŽĄ╚ėą╔½╬’┘|Ż¼Ūę╠Ä└ĒÜłį³ęū▒╗╔·╬’ĮĄĮŌŻ¼▓╗Ģ■ī”ŁhŠ│įņ│╔Č■┤╬╬█╚ŠĪŻ

