┬╚ēA╗»╣żł@ģ^╬█╦«╠Ä└Ē╣ż╦ć
ųąć°╬█╦«╠Ä└Ē╣ż│╠ŠW ĢrķgŻ║2016-1-9 9:00:04
╬█╦«╠Ä└Ē╝╝ąg | ģRŠ█╚½Ū“Łh▒Ż┴”┴┐Ż¼ĮĄĄ═Ų¾śIų╬╬█│╔▒Š
ĪĪĪĪ╔Į¢|─│╗»īW╣żśIł@ģ^ęį┬╚ēA╗»╣ż╝░Ž┬ė╬«aŲĘ╔·«a×ķų„ĪŻ╔·«aŲ¾śIĄ─ÅU╦«ĮøŅA╠Ä└Ē║¾▀_ĄĮ╝{╣▄ę¬Ū¾┼┼╚ļł@ģ^╬█╦«╠Ä└ĒÅS▀Mąą╔ŅČ╚╠Ä└ĒŻ¼ė╔ė┌įōł@ģ^ÅU╦«╬█╚Š╬’Å═ļsŻ¼╦«┘|▓©äėø_ō¶žō║╔┤¾Ż¼│²║¼ėą┴“╗»╬’Īó┬╚╗»╬’Īó┬╚ęꎮ═Ō[1]Ż¼▀Ć║¼ėą┬╚╗»▒ĮĪóŁh╝║═¬ĪóPVC║²śõų¼Ą╚ļyĮĄĮŌėąÖC╬’Ż¼▓╔ė├ę╗░ŃĄ─╬’└ĒĪó╗»īWĪó╔·╬’Ę©╚ź│²ą¦╣¹▓╗└ĒŽļŻ¼ļyęį▀_ĄĮ│÷╦«ś╦£╩ę¬Ū¾Ż¼╣╩Ė∙ō■ÅU╦«╠ž³cŻ¼▓╔ė├╝ÜĖ±¢┼Ī¬š{╣Ø│žĪ¬▀B└m┴„╔░×VĪ¬O3Ī¬ABAFĪ¬UV/H2O2╣ż╦ćŻ¼╩╣│÷╦«▀_ĄĮĪČ╬█╦«ŠC║Ž┼┼Ę┼ś╦£╩ĪĘ(GB 8978Ī¬1996)ę╗╝ēA┼┼Ę┼ś╦£╩ę¬Ū¾ĪŻ
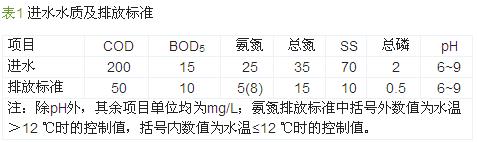
ĪĪĪĪ1 ▀M╦«╦«┘|╝░┼┼Ę┼ś╦£╩
ĪĪĪĪįō╣ż│╠įOėŗ╠Ä└Ē┴┐×ķ10 000 m3/dŻ¼24 h▀\ąąŻ¼ų„ę¬įOėŗģóöĄęŖ▒Ē1ĪŻ
ĪĪĪĪ2 ÅU╦«╠Ä└Ē╣ż╦ć┴„│╠╝░šf├„
ĪĪĪĪ2.1 ÅU╦«╠Ä└Ē╣ż╦ć┴„│╠
ĪĪĪĪŠC║Žš{čąŪķør║═īŹ“×╩ęąĪįćĮY╣¹Ż¼┤_Č©ęį╝ÜĖ±¢┼Ī¬š{╣Ø│žĪ¬▀B└m┴„╔░×VĪ¬O3Ī¬ABAFĪ¬UV/H2O2╣ż╦ć╠Ä└ĒÅU╦«Ż¼╣ż╦ć┴„│╠ęŖłD1ĪŻ
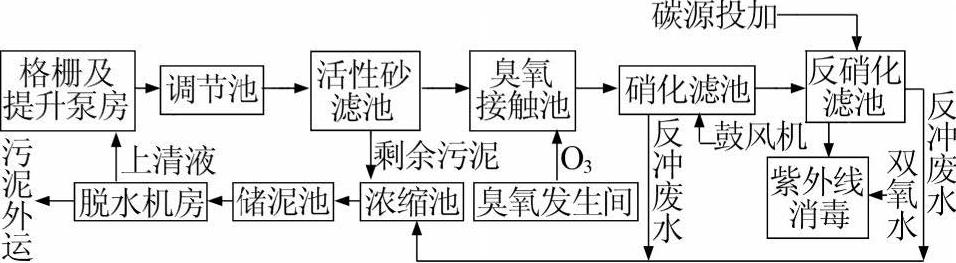
łD1 ╣ż╦ć┴„│╠
ĪĪĪĪįō╬█╦«╠Ä└ĒÅSų„ę¬╠Ä└Ē╗»╣żÅSÅU╦«Ż¼B/C▒╚▌^Ą═Ż¼╔·╗»ąį▓ŅŻ¼╚¶å╬¬Ü▓╔ė├╬’└Ē╗»īWĘĮĘ©╚ź│²╬█╚Š╬’│╔▒ŠśOĖ▀;╚¶å╬¬Ü▓╔ė├│ŻęÄ╔·╬’ĘĮĘ©╠Ä└ĒŻ¼ätļyęį▀_ĄĮ│÷╦«ę¬Ū¾ĪŻ
ĪĪĪĪ(1)ÅU╦«Įø╝ÜĖ±¢┼╚ź│²æęĖĪ╬’║¾ė╔Øō╬█▒├┤“ų┴š{╣Ø│žŻ¼į┌š{╣Ø│žųą▀MąąŠ∙┘|Īó╗ņ║ŽŻ¼▀m«öš{╣ØpH║¾Įø┴ó╩Į▒├╠ß╔²ų┴╗Ņąį╔░×V│žĪó│¶č§Įėė|│žŻ¼Įø│¶č§č§╗»Ą─ÅU╦«ė├▒├╠ß╔²ų┴Ž§╗»×V│ž║═Ę┤Ž§╗»×V│ž▀Mąą╔·╬’╠Ä└ĒŻ¼ļS║¾ęń┴„═©▀^ūŽ═ŌŽ¹ČŠįOéõ(éõė├▒ŻļU╣żą“)▀M╚ļĘĆČ©│ž▀_ś╦┼┼Ę┼ĪŻ
ĪĪĪĪ(2)╬█─Ó▓┐ĘųŻ║╬█─Óų„ę¬üĒūį╗Ņąį╔░×V│ž║═Ž§╗»ĪóĘ┤Ž§╗»╔·╬’×V│žĄ─Ę┤ø_ÅU╦«Ż¼Įø╬█─Ó▒├┤“╚ļ╬█─ÓØŌ┐s│žØŌ┐s║¾▀M╚ļā”─Ó│žŻ¼ā”─Ó│žā╚╬█─ÓĘe┤µĄĮę╗Č©┴┐║¾Ż¼ķ_åó░Õ┐“ē║×VÖC├ō╦«Ż¼═Ō▀\Ę┘¤²ĪŻ
ĪĪĪĪ(3)┐šÜŌ▓┐ĘųŻ║▀B└m╔░×V▓╔ė├┐šē║ÖC╣®ÜŌŻ¼īŹ¼FÜŌ╠ß╣”─▄ĪŻŽ§╗»×V│ž╣ż╦ćŲžÜŌė╔¬Ü┴ó┴_┤─’LÖC╠ß╣®Ż¼Ę┤ø_Ž┤ė╔å╬¬Ü┴_┤─’LÖC═Ļ│╔Ż¼═¼ą═╠¢┴_┤─’LÖC╚½▓┐ėąéõė├įOéõĪŻ
ĪĪĪĪ(4)╝ė╦Ä▓┐ĘųŻ║╦«┘|▓╗ĘĆĢrĖ∙ō■pHūā╗»Ž“š{╣Ø│ž╝ė╚ļ╔┘┴┐Ą─╦ß╗“ēA;Ę┤Ž§╗»│žųą╝ė╚ļ╠╝į┤Ż¼║¾Ė∙ō■īŹļHŪķørĖ─×ķ╝ėēAŻ¼ęįĘĆČ©╦«¾wēAČ╚;├ō─ÓŽĄĮy╝ė╚ļFeCl3║═CaOĪŻ
ĪĪĪĪ(5)āx▒Ē╝░ūį┐žŻ║ų„ę¬░▓čbėąpHĪóSSĪóCODĪó░▒Ą¬ĪóŽ§╗∙Ą¬ĪóORPĪóDOĪóCl-Īó£žČ╚Īó┴„┴┐Ą╚į┌ŠĆāx▒Ē;¼Fł÷āx▒Ē╝░įOéõ▀\ąąŪķør═©▀^PLC╔Žé„ųąčļ┐žųŲ╩ę╔Ž╬╗ėŗ╦ŃÖC╣▄└ĒŽĄĮy▀Mąą╝»ųą╣▄└Ē║═┐žųŲĪŻ
ĪĪĪĪ2.2 ╣ż╦ćšf├„╝░ų„ę¬įOėŗģóöĄ
ĪĪĪĪ(1)Ė±¢┼Š«╝░▀M╦«▒├Ę┐ĪŻ╝ÜĖ±¢┼Š«┼c▀M╦«▒├Ę┐║ŽĮ©Ż¼╣▓1ū∙ĪŻĖ±¢┼Š«ā╚įOų├1Ą└ŠW░Õ╩ĮļA╠▌╝ÜĖ±¢┼Ż¼¢┼ŠÓ3 mmŻ¼▓─┘|×ķ316LĪŻ▒├Ę┐ā╚įOų├3┼_Øō╦«ļxą─▒├Ż¼╠ß╔²╦«ų┴š{╣Ø│žŻ¼å╬▒├┴„┴┐270 m3/hŻ¼2ė├1éõŻ¼1┼_ūāŅlĪŻ
ĪĪĪĪ(2)š{╣Ø│žĪŻė├ė┌Įė╝{╝ÜĖ±¢┼üĒ╦«Ż¼ī”▀MÅS╬█╦«▀Mąą╦«┘|╦«┴┐Ą─š{╣ØŻ¼£p╔┘ę“Ū░ĘĮŲ¾śI▓╗▀_ś╦┼┼Ę┼╗“╩┬╣╩┼┼Ę┼ī¦ų┬Ą─╦«┘|│¼ś╦║═╦«┴┐▓©äėĪŻ░ļĄž╔Ž╩ĮõōĮŅ╗ņ─²═┴ĮYśŗŻ¼įOų├3┼_▒├Ż¼2ė├1éõŻ¼å╬▒├┴„┴┐270 m3/h;š{╣Ø│žā╚╦«╬╗Ą═ĢrŻ¼ķ_åó▒├īóš{╣Ø│žā╚╦«▒├╦═ų┴╔░×V│žĪŻ
ĪĪĪĪ(3)╩┬╣╩│žĪŻĮė╝{Ū░ĘĮŲ¾śI╩┬╣╩┼┼Ę┼üĒ╦«Ż¼┼cš{╣Ø│ž║ŽĮ©ĪŻ░ļĄž╔Ž╩ĮõōĮŅ╗ņ─²═┴ĮYśŗŻ¼įOų├2┼_▒├Ż¼1ė├1éõŻ¼å╬▒├┴„┴┐50 m3/hĪŻ
ĪĪĪĪ(4)▀B└m┴„╔░×V│žĪŻų„ę¬╣”─▄╚ź│²▀M╦«ųąĄ─æęĖĪ╬’Ż¼£pąĪ│¶č§Ž¹║─┴┐ĪŻ1ū∙Ż¼Ęų2ĮMŻ¼▀^×V├µĘe6.25 m2ĪŻ
ĪĪĪĪ(5)│¶č§Įėė|│žĪŻī”ÅU╦«▀MąąŅA╠Ä└ĒŻ¼ĮĄĮŌļyĮĄĮŌėąÖC╬’Ż¼1ū∙(Ęų2Ė±)ĪŻ
ĪĪĪĪ(6)Ž§╗»ĪóĘ┤Ž§╗»×V│žĪŻŽ§╗»×V│ž╚ź│²╬█╦«ųą BOD5ĪóNH3-NŻ¼1ū∙4Ė±(┼cĘ┤Ž§╗»×V│ž║ŽĮ©)Ż¼×V┴ŽĖ▀Č╚4 mŻ¼BOD5╚▌Ęežō║╔×ķ1.875 kg/(m3Īżd)Ż¼Ž§╗»╚▌Ęežō║╔(░▒Ą¬)×ķ0.500 kg/(m3Īżd)ĪŻĘ┤Ž§╗»×V│ž╚ź│²╬█╦«ųąŽ§æBĄ¬╝░SSŻ¼1ū∙4Ė±(┼cĘ┤Ž§╗»×V│ž║ŽĮ©)Ż¼×V┴ŽĖ▀Č╚2.5 mŻ¼Ę┤Ž§╗»╚▌Ęežō║╔(NO3--N)×ķ0.188 kg/(m3Īżd)ĪŻ
ĪĪĪĪ(7)UV/H2O2ūŽ═ŌŽ¹ČŠ▄ćķgĪŻ┤╦▄ćķgŠ▀ėą2éĆ╣”─▄Ż¼ę╗╩Ūī”×V│ž│÷╦«▀MąąŽ¹ČŠŻ¼Č■╩Ūį┌×V│ž│÷╦«COD│¼ś╦Ģr═Č╝ėH2O2Ż¼┤_▒Ż×V│ž│÷╦«COD▀_ś╦┼┼Ę┼ĪŻ▓╔ė├6╠ūųąē║╣▄Ą└╩ĮūŽ═ŌŽ¹ČŠĘ┤æ¬Ų„Ż¼├┐2╠ū┤«┬ōĪŻ╣▓72ų¦¤¶╣▄Ż¼å╬ų¦¤¶╣▄╣”┬╩3 kWĪŻ
ĪĪĪĪ(8)╬█─ÓØŌ┐s│žĪŻĮė╝{š{╣Ø│žĄ─┼┼─ÓĪó▀B└m┴„╔░×V│žŽ┤╔░╦«║═╔·╬’×V│žĘ┤ø_ÅU╦«Ą─┼┼─Ó▀MąąČ■┤╬ØŌ┐sŻ¼▀_ĄĮ▀Mē║×VÖC╦∙ąĶ╬█─ÓØŌČ╚ĪŻ
ĪĪĪĪ(9)╬█─Óā”┤µ│žĪŻĮė╩š╬█─ÓØŌ┐s│žā╚╬█─ÓŻ¼▀Mąą╬█─Óā”┤µĪŻ
ĪĪĪĪ(10)├ō╦«▄ćķgĪŻįO░Õ┐“├ō╦«ÖC1┼_Ż¼╠Ä└ĒĮ^Ė╔╬█─Ó1.6 t/dĪŻFeCl3ā”┤µ═Č╝ėŻ¼╩»╗ęā”┤µĪŻ
ĪĪĪĪĖ„śŗų■╬’│▀┤ńęŖ▒Ē2ĪŻ
ĪĪĪĪ3 š{įć║═▀\ąą
ĪĪĪĪ3.1 │¶č§Ę┤æ¬│žĄ─š{įć
ĪĪĪĪ│¶č§Č╬ų„ę¬└¹ė├O3į┌╦«ųąĘųĮŌ«a╔·ųąķg«a╬’┴u╗∙ūįė╔╗∙(ĪżOH)Ż¼ĪżOHŠ▀ėąśOÅŖč§╗»ąįŻ¼┐╔┼c╦«ųąČÓĘNėąÖC╬█╚Š╬’Ę┤æ¬Ż¼╠ßĖ▀┐╔╔·╗»ąįĪŻš{įćķ_╩╝Ż¼╣Pš▀Ė∙ō■ąĪįćĮY╣¹(COD╚ź│²┬╩į┌30%~40%)╝░īŹļHüĒ╦«Ūķør(COD╝s100 mg/L)┤_Č©▀M╦«┴┐╩ųäė┐žųŲį┌170~200 m3/hŻ¼O3═Č╝ė┘|┴┐ØŌČ╚×ķ80 mg/LŻ¼═Č╝ė┴┐×ķ12 kg/hĪŻÅ─3 dĄ─▀\ąąŪķør┐┤Ż¼COD ╚ź│²┬╩║├ė┌īŹ“×ĮY╣¹Ż¼ų„ę¬įŁę“╩Ū▀M╦«┴┐▀_▓╗ĄĮįOėŗęÄ─ŻŻ¼│¶č§į┌│žā╚Ę┤æ¬ĢrķgķLŻ¼┼·┴┐▀\ąą└¹ė├┬╩Ė▀Ą╚ĪŻ║¾ĮĄĄ═│¶č§═Č╝ė┴┐×ķ60 mg/LŻ¼╚ź│²┬╩╗∙▒Šį┌30%ū¾ėęŻ¼┐╔▀_ĄĮ║¾└m╣ż╦ćę¬Ū¾(ęŖ▒Ē3)ĪŻ

ĪĪĪĪĮø▀^ė^▓ņ░l¼FpHī”COD╚ź│²┬╩Ą─ė░Ēæę▓▌^├„’@Ż¼┘Y┴Ž’@╩ŠpHĄ─╔²Ė▀─▄ē“┤┘▀MO3Ą─ĘųĮŌŻ¼į÷╝ė¾wŽĄųąĄ─ĪżOHØŌČ╚Ż¼╝ė┐ņėąÖC╬’Ą─č§╗»ĘųĮŌŻ¼╩╣║▄ČÓŠ▀ėąČŠąįĄ─╬’┘|▐D╗»×ķĄ═ČŠ╗“¤oČŠĀŅæBŻ¼ūŅĮKī¦ų┬ÅU╦«Ą─╔·╬’ČŠąį’@ų°Ž┬ĮĄ[2]ĪŻĘų╬÷Ū░Ų┌öĄō■Ż¼═¼Ģr╝µŅÖ║¾└mABAFĄ─║├č§╬ó╔·╬’╗ŅąįŻ¼šJ×ķpHį┌6.5~8.5▌^×ķ▀mę╦[3]Ż¼┤_Č©▀M╦«pH┐žųŲį┌7.5~8.5Ż¼▀Mę╗▓ĮĘĆČ©┴╦│÷╦«╦«┘|ĪŻ
ĪĪĪĪ3.2 ABAF│žĄ─š{įć
ĪĪĪĪABAF│žĄ─š{įćų„ę¬╩Ū╗Ņąį╬█─ÓĄ─┼ÓBĪó±Z╗»╣żū„ĪŻĶbė┌üĒ╦«Å═ļsĪóūā╗»ŅlĘ▒Ą─╠ž³c╝░╦«┴┐▓╗ūŃ5 000 m3/dĄ─¼FĀŅŻ¼øQČ©▓╔ė├ų▒Įė┼ÓBĘĮĘ©ĪŻÅ─5į┬5╚šķ_╩╝├┐╠ņĘųļAČ╬╔┘┴┐▀M╦«▀MąąÉ×ŲžŻ¼┐žųŲDOį┌2.5~4 mg/LŻ¼5 d║¾▀MąąńRÖz▓ó£yČ©CODŻ¼¤o├„’@ūā╗»ĪŻ5į┬17╚šķ_╩╝═Č╝ė╣żśIŲŽ╠č╠ŪŻ¼Įø▀^1éĆį┬Ą─┼ÓBŻ¼×V│žā╚ķ_╩╝ėą▌åŽxĪó╝Ō├½Žx│÷¼FŻ¼ś╦ųŠ╬█─Óęč│╔╩ņ[4]ĪŻÅ─6į┬22╚šķ_╩╝COD ╚ź│²┬╩╗∙▒Š▒Ż│ųį┌ 70%ū¾ėęŻ¼│÷╦«CODį┌30 mg/L╔ŽŽ┬ĪŻ
ĪĪĪĪš¹éĆ▀^│╠¤oĘ©╚ź│²░▒Ą¬Ż¼Ūę░▒Ą¬ėą╔²Ė▀¼FŽ¾ĪŻĘų╬÷įŁę“┐╔─▄×ķüĒ╦«ėąÖCĄ¬║¼┴┐▌^Ė▀Ż¼Įø░▒╗»Ę┤æ¬║¾▐D╗»×ķ░▒Ą¬[5]ĪŻ×ķ╩╣│÷╦«▀_ś╦┘Åų├┴╦Ž§╗»Š·ĘNŻ¼Įø▀^║Y▀x║¾▀xė├▒▒ĘĮ─│ÅS╝ꊷ䮯¼░▒Ą¬╚ź│²┬╩┐╔▀_ĄĮ20%~50%ĪŻÅ─Ž§╗»Ę┤æ¬Ą─╬’┴ŽŲĮ║Ō╚ļ╩ųŻ¼Ęų╬÷┐╔─▄ė░ĒæĄ─ę“╦žŻ¼░l¼F▀M╦«ēAČ╚Ų½Ą═ŪęēAČ╚▓╗ĘĆŻ¼└Ēšō╔Ž1 g░▒Ą¬č§╗»×ķŽ§╦ß¹}ąĶŽ¹║─╝s7.07 gųž╠╝╦ß¹}(ęį╠╝╦ßŌ}ėŗ)ēAČ╚[6] Ż¼ė┌╩Ūį÷╝ė┴╦╝ėēAĄ─ūįäėčbų├Ż¼═©▀^╝ė╚ļ╠╝╦ßÜõŌcüĒš{š¹╦«ųąēAČ╚ĪŻĮø▀^ę╗Č╬ĢrķgĄ─├■╦„Ż¼░l¼Fī”æ¬▀@ĘN▀M╦«╦«┘|ēAČ╚æ¬×ķ└ĒšōŽ¹║─┴┐Ą─1.3▒Čęį╔Ž;Ž§╗»Ę┤æ¬║¾ēAČ╚æ¬▒Ż│ų▓╗Ą═ė┌70 mg/LĢrŻ¼ĘĮ┐╔▒ŻūCŽ§╗»Ę┤æ¬▌^═Ļ╚½ĪŻ║¾┐╝æ]ĄĮŽ§╗»Š·╔·ķLų▄Ų┌┬²Īó╩└┤·Ų┌ķLĄ─╠ž³cŻ¼£p╔┘┴╦Ž§╗»│žĘ┤ø_Ž┤┤╬öĄŻ¼╠ßĖ▀┴╦╠Ä└Ēą¦╣¹Ą─ĘĆČ©ąįĪŻ
ĪĪĪĪļSų°ł@ģ^Ų¾śIųØu▀\ąąš²│ŻŻ¼╔·«aęÄ─Ż╝ė┤¾Ż¼╠Ä└Ē╦«┴┐ų▓Į╠ßĖ▀ĄĮ7 000 m3/dęį╔ŽŻ¼▀M╦«╦«┘|ę▓ŽÓī”┌ģė┌ĘĆČ©Ż¼╬┤ī”│÷╦«įņ│╔ė░ĒæĪŻę“Ū░├µ╣żą“Č╝▀_ĄĮå╬Č╬įOėŗę¬Ū¾Ż¼UV/H2O2╣żą“ų╗ķ_åó┴╦ūŽ═ŌŠĆū„Ž¹ČŠ╩╣ė├ĪŻ
ĪĪĪĪ3.3 ▀\ąąļAČ╬
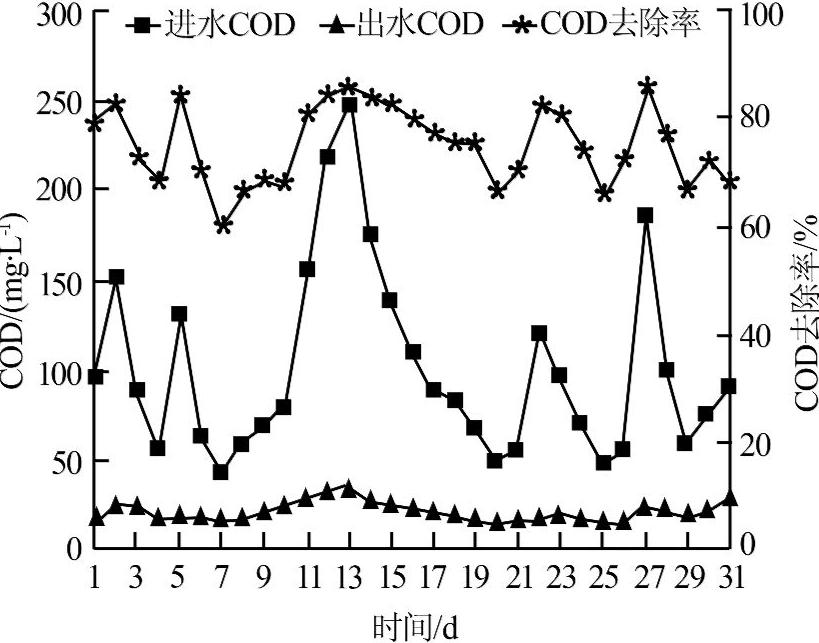
ĪĪĪĪĮø▀^4éĆČÓį┬Ą─š{įć╦«┴┐ųØuį÷╝ėŻ¼ėųĮø▀^Į³2éĆį┬Ą─▀\ąąŻ¼įOéõ▀\▐Dš²│ŻŻ¼ŽĄĮy▀\ąąĘĆČ©Ż¼│÷╦«╦«┘|┐╔▀_ĄĮįOėŗę¬Ū¾Ż¼COD <50 mg/LĪó░▒Ą¬<5 mg/LĪŻ CODĪó░▒Ą¬Ą─╚ź│²┬╩ūā╗»Ūķør╚ńłD2ĪółD3╦∙╩ŠĪŻ
łD2 ▀MĪó│÷╦«COD╝░╚ź│²┬╩ūā╗»Ūķør 
łD3 ▀MĪó│÷╦«░▒Ą¬╝░╚ź│²┬╩ūā╗»Ūķør
ĪĪĪĪė╔łD2ĪółD3┐╔ęį┐┤│÷Ż¼įōŽĄĮyī”┬╚ēA╗»╣żÅU╦«ėą┴╝║├Ą─╠Ä└Ēą¦╣¹Ż¼COD╚ź│²┬╩×ķ73.2%Ż¼░▒Ą¬╚ź│²┬╩×ķ84.6%Ż¼Ūę▀M╦«│÷¼F▓©äėĢrŻ¼│÷╦«╦«┘|▓©äė▓╗┤¾Ż¼šf├„įōŽĄĮyĄ─┐╣ø_ō¶žō║╔─▄┴”▌^ÅŖĪŻŁh▒Ż“×╩š▒O£yöĄō■ęŖ▒Ē4ĪŻ

ĪĪĪĪ4 ĮøØ·╝╝ągĘų╬÷
ĪĪĪĪįō╣ż│╠š╝Ąž10 000 m2Ż¼śŗų■╬’š╝Ąž3 600 m2Ż¼┐é═Č┘Y╝s7 600╚fį¬Ż¼ŽĄĮy▀\ąąĄ─ų„ę¬│╔▒Š╩ŪļŖ┘MĪó╦Ää®┘MĪó╚╦╣ż┘MĪŻ┼cŅAėŗųĄŽÓ▒╚Ż¼ćŹ╦«ļŖ┘M1.69į¬Ż¼ĮĄĄ═0.32į¬Ż¼ę║č§┘M0.86į¬Ż¼ĮĄĄ═0.29į¬Ż¼į÷╝ėąĪ╠K┤“┘Mė├ 0.16į¬Ż¼╚╦╣ż┘M×ķ0.24į¬Ż¼┼cŅAėŗ│ųŲĮŻ¼Özą▐┘M0.28į¬Ż¼┬įĄ═ė┌ŅAėŗųĄ0.32į¬Ż¼UV/H2O2╣żą“ų╗åóė├┴╦Ž¹ČŠ╣”─▄Ż¼H2O2╗∙▒Šø]ėą╝ė╚ļŻ¼£p╔┘0.15į¬Ż¼▀\ąą│§Ų┌╬█─Ó«a╔·┴┐▌^╔┘Ż¼Ģ║▓╗┐╝æ]ĪŻ▓╗ėŗš█┼fĪó╬█─Ó╠Ä└Ē╝░žöäš┘Mė├Ż¼ŠC║Žėŗ╦ŃīŹļHćŹ╦«╠Ä└Ē│╔▒Š×ķ3.23į¬Ż¼▒╚ŅAėŗ│╔▒ŠĄ═0.6į¬ĪŻŠ▀¾wģóęŖhttp://www.bnynw.comĖ³ČÓŽÓĻP╝╝ąg╬─ÖnĪŻ
ĪĪĪĪ5 ąĪĮY
ĪĪĪĪ▀\ąąĮY╣¹▒Ē├„Ż¼ų╗ę¬ć└Ė±▒O£y▀M╦«ųĖś╦Ż¼╝░Ģrš{š¹▀\ąąģóöĄŻ¼│÷╦«Ė„ĒŚųĖś╦Š∙─▄ĘĆČ©▀_ĄĮĪČ╬█╦«ŠC║Ž┼┼Ę┼ś╦£╩ĪĘ(GB 8978Ī¬1996)ę╗╝ēA┼┼Ę┼ś╦£╩Ż¼│÷╦«ŪÕ│║Ż¼╦«┘|┴╝║├Ż¼ĮĶų·Ų¾śIÅU╦«╦«£žĄ─ŽÓī”ĘĆČ©ąįŻ¼│÷╦«ųĖ╩Š│žųąĄ─Ė„╔½¶~ĘN│Ż─Ļūįė╔ė╬▀«ĪŻ▓╔ė├▀B└m┴„╔░×V+O3+ABAF+UV/H2O2╣ż╦ć╠Ä└Ē╗»╣żÅU╦«Ż¼ą¦╣¹’@ų°Ż¼ŪąīŹ┐╔ąąŻ¼×ķļyĮĄĮŌĪó╔·╗»ąį▓ŅĄ─╗»╣żÅU╦«╠Ä└Ē╠ß╣®┴╦ę╗ĘN╦╝┬ĘĪŻ

