└õ▄ł║¼ė═║═╚ķ╗»ę║ÅU╦«╔ŅČ╚╠Ä└Ē╗žė├╣ż╦ć蹊┐
ųąć°╬█╦«╠Ä└Ē╣ż│╠ŠW ĢrķgŻ║2015-9-7 8:24:39
╬█╦«╠Ä└Ē╝╝ąg | ģRŠ█╚½Ū“Łh▒Ż┴”┴┐Ż¼ĮĄĄ═Ų¾śIų╬╬█│╔▒Š
ĪĪĪĪ└õ▄ł║¼ė═║═╚ķ╗»ę║ÅU╦«ų„ę¬üĒūįė┌└õ▄łÖCĮMĪó─ź▌üķg║═Ħõō├ōų¼ÖCĮMęį╝░Ė„ÖCĮMĄ─ė═Äņ┼┼╦«Ą╚Ż¼ė╔ė┌ī”└õ▄ł«aŲĘĄ─ę¬Ū¾įĮüĒįĮĖ▀Ż¼└õ▄ł▀^│╠ųą▓╔ė├Ą─▒Ē├µ╠Ä└Ē╝╝ągę▓▓╗öÓ╠ßĖ▀Ż¼ļSų««a╔·Ą─║¼ė═║═╚ķ╗»ę║ÅU╦«│╔Ęų╚š┌ģÅ═ļsĪŻįōŅÉÅU╦«Š▀ėą╬█╚Š╬’ļs┘|ČÓĪóė═╝░COD║¼┴┐Ė▀Īó╗»īWĘĆČ©ąį║├Īó╦«┘|ūā╗»Ę∙Č╚┤¾ĪóÅU╦«┼┼Ę┼┴┐┤¾Ą╚╠ž³cŻ¼╩Ū└õ▄łÅU╦«ųąūŅļy╠Ä└ĒĄ─ę╗ŅÉ╬█╦«Ī▓1Ī│ĪŻ
ĪĪĪĪ╣Pš▀ī”║¼ė═║═╚ķ╗»ę║ÅU╦«Ą─Ė„ĘN╠Ä└ĒĘĮĘ©▀MąąĘų╬÷▒╚▌^Ż¼ßśī”─│ÅS└õ▄łÅU╦«Ą─╦«┘|╠ž³cŻ¼čąŠ┐╠ß│÷┴╦ī”╚ķ╗»ę║ÅU╦«▀MąąĘų┘|╠Ä└ĒŻ¼į┘┼c║¼ė═ÅU╦«╗ņ║═▀MąąČÓ╝ē╠Ä└Ē▓ó╔ŅČ╚╠Ä└Ē╗žė├Ą─╣ż╦ć┴„│╠ĪŻ╔ŅČ╚╠Ä└Ē║¾│÷╦«║¼ė═×ķ0.1 mg/LęįŽ┬Ż¼CODį┌5 mg/LęįŽ┬Ż¼▀hā×ė┌GB 13456Ī¬2012ĪČõōĶF╣żśI╦«╬█╚Š╬’┼┼Ę┼ś╦£╩ĪĘęÄČ©Ą─┼┼Ę┼ś╦£╩Ż¼▓óĘ¹║Ž└õ▄ł╗žė├╦«╦«┘|ę¬Ū¾Ż¼┤¾┤¾ĮĄĄ═┴╦└õ▄ł╔·«aųą║¼ė═╬█╦«Ą─┼┼Ę┼┴┐║═ą┬§r╦«Ž¹║─┴┐Ż¼Š▀ėą┴╝║├Ą─ĮøØ·ą¦ęµ║═Łh▒Żą¦ęµĪŻ
ĪĪĪĪ1 ║¼ė═║═╚ķ╗»ę║ÅU╦«╔ŅČ╚╠Ä└Ē╗žė├╣ż╦ćĄ─┤_Č©
ĪĪĪĪ1.1 ║¼ė═║═╚ķ╗»ę║ÅU╦«╠Ä└ĒĘĮĘ©ĮķĮB
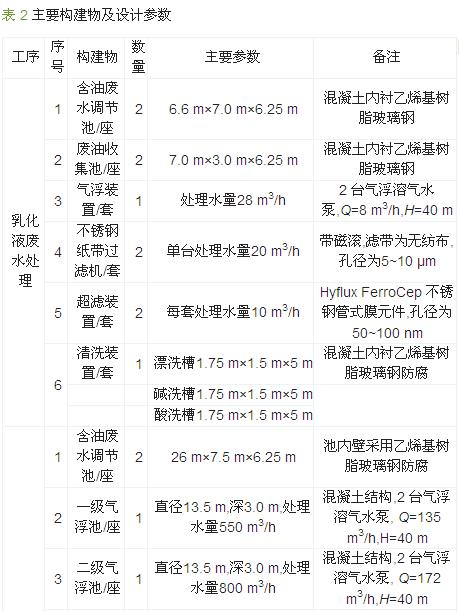
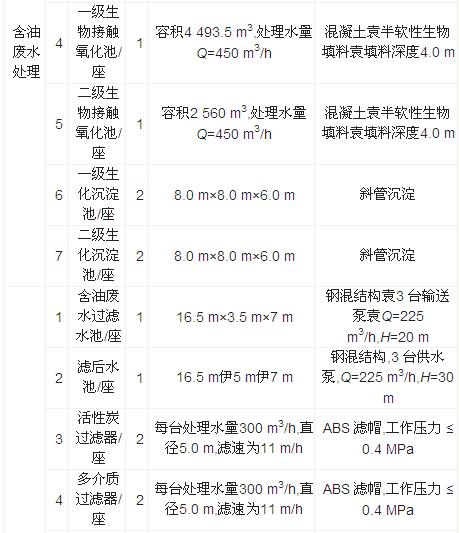
ĪĪĪĪī”ė┌║¼ė═║═╚ķ╗»ę║ÅU╦«Ą─╠Ä└ĒĘĮĘ©Ż¼░┤įŁ└Ē┐╔Ęų×ķ╬’└ĒĘ©Īó╗»īWĘ©Īó╔·╬’Ę©Ą╚ĪŻ╬’└ĒĘ©░³└©ųž┴”ĘųļxĘ©ĪóÜŌĖĪĘ©Īó╬³ĖĮĘ©║═─żĘųļxĘ©Ą╚;╗»īWĘ©░³└©ą§─²Ę©ĪóļŖĮŌĘ©Ą╚;╔·╬’Ę©░³└©╗Ņąį╬█─ÓĘ©║═╔·╬’─żĘ©Ą╚ĪŻ─┐Ū░ć°ā╚õōĶFŲ¾śIČÓ▓╔ė├īó║¼ė═Īó║¼╚ķ╗»ę║ÅU╦«Č■š▀╗ņ║ŽŻ¼Įyę╗Įø╬’└Ē│┴ĮĄĪó╗»īWŲŲ╚ķĪóą§─²ĪóÜŌĖĪĄ─ĘĮĘ©▀Mąą╠Ä└Ē▓ó┼┼Ę┼Ą─╠Ä└ĒĘĮ╩ĮŻ¼╠Ä└ĒļyČ╚┤¾Īó│╔▒ŠĖ▀Ż¼ęč│╔×ķ¼F┤·ŠG╔½õōĶF╣żśI░lš╣Ą─ę╗éĆųžę¬ųŲ╝sę“╦žĪ▓2Ī│ĪŻ
ĪĪĪĪ1.2 └õ▄ł║¼ė═║═╚ķ╗»ę║ÅU╦«Ą─╦«┘|╠ž³c
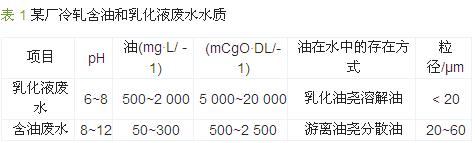
ĪĪĪĪ╚ķ╗»ę║ÅU╦«Ą─╠ž³c╩Ū╦«┴┐ąĪŻ¼╦«ųąĄ─COD║═ė═║¼┴┐Ė▀Ż¼ė═į┌╦«ųąČÓ│╩¼F╚ķ╗»ĀŅæBĪŻ║¼ė═ÅU╦«Ą─╠ž³c╩Ū╦«┴┐┤¾Ż¼╦«╚▄ę║│╩ēAąįŻ¼╦«ųąų„ę¬╩Ūė╬ļxė═║═Ęų╔óė═ĪŻ║¼ė═ÅU╦«Ą─üĒį┤▓╗═¼Ż¼╦«ųąė═╬█╚Š╬’Ą─│╔Ęų║═┤µį┌ĀŅæBę▓▓╗═¼Ż¼īóī¦ų┬Ųõ╠Ä└ĒĘĮĘ©▓╗═¼ĪŻ─│ÅS└õ▄ł║¼ė═║═╚ķ╗»ę║ÅU╦«Ą─╦«┘|Ęų╬÷ĮY╣¹╚ń▒Ē 1╦∙╩ŠĪŻ
ĪĪĪĪ1.3 └õ▄ł║¼ė═║═╚ķ╗»ę║ÅU╦«╔ŅČ╚╗žė├╣ż╦ć┴„│╠Ą─ųŲČ©
ĪĪĪĪ═©▀^¼Fł÷š{蹯¼Ė∙ō■║¼ė═║═╚ķ╗»ę║ÅU╦«╦«┘|╠ž³cŻ¼╣Pš▀╠ß│÷Ęų┘|╠Ä└ĒĪó┬ō║ŽČÓ╝ē╠Ä└ĒĪó╔ŅČ╚╗žė├Ą─╠Ä└Ē╦╝┬ĘŻ¼ęįŲ┌▀_ĄĮ╠Ä└Ē║¾ÅU╦«īŹ¼F╣żśI╗žė├Ą──┐ś╦ĪŻūŅĮKųŲČ©│÷Ę¹║ŽįōÅU╦«╦«┘|╠ž³cĄ─╔ŅČ╚╗žė├╠Ä└Ē╣ż╦ć┴„│╠Ż¼š¹¾w╣ż╦ć┴„│╠╣▓Ęų3éĆ╣żą“Ż¼╝┤╚ķ╗»ę║ÅU╦«╠Ä└Ē╣żą“Īó║¼ė═ÅU╦«╠Ä└Ē╣żą“Īó╔ŅČ╚╠Ä└Ē╣żą“Ż¼╚ńłD 1╦∙╩ŠĪŻ

łD 1 └õ▄ł║¼ė═║═╚ķ╗»ę║ÅU╦«Ą─╠Ä└Ē╣ż╦ć
ĪĪĪĪ(1)╚ķ╗»ę║ÅU╦«╠Ä└Ē╣żą“šf├„ĪŻ╚ķ╗»ę║ÅU╦«▀M╚ļš{╣Ø│žęįš{╣ØÅU╦«╦«┘|Īó╦«┴┐Ż¼═¼ĢrŽ“š{╣Ø│žųą╠Ē╝ėŲŲ╚ķä®▀Mąą╗»īWŲŲ╚ķŻ¼╩╣ė═╦«│§▓ĮĘųļxŻ¼į┘═©▀^ÜŌĖĪ▀^×V╚ź│²ĖĪė═║═ÖCąĄąįļs┘|Ż¼ļS║¾ūį┴„ĄĮ▓╗õPõō─ż│¼×VŽĄĮyĄ─裣h│žŻ¼Įø│¼×VŽĄĮy▀^×V║¾┼c└õ▄ł║¼ė═ÅU╦«║Ž▓óę╗Ų╠Ä└ĒĪŻ
ĪĪĪĪ(2)║¼ė═║═╚ķ╗»ę║ÅU╦«╠Ä└Ē╣żą“šf├„ĪŻ┤╦╠ÄĄ─║¼ė═║═╚ķ╗»ę║ÅU╦«░³└©╔Ž╩÷╣żą“╠Ä└Ē║¾Ą─ÅU╦«Ż¼┼c└õ▄łŲõ╦¹║¼ė═ÅU╦«║Ž▓óŻ¼╠Ä└Ē╣żą“ų„ę¬╩Ūā╔╝ēÜŌĖĪ║═ā╔╝ē╔·╗»╠Ä└ĒĪŻš{╣Ø│žųąĄ─║¼ė═║═╚ķ╗»ę║ÅU╦«═©▀^╠ß╔²▒├╦═ų┴ę╗╝ē║¼ė═ÅU╦«ą§─²│žŻ¼▓óŽ“ą§─²│žā╚═Č╝ė╗»īWą§─²ä®Ż¼═¼Ģr▀M╚ļÜŌĖĪ│ž▀MąąÜŌĖĪ╠Ä└ĒŻ¼╠Ä└Ē║¾Ą─ÅU╦«└^└m▀M╚ļĄ┌2ū∙ą§─²│ž▀MąąČ■╝ē╠Ä└ĒĪŻĮø▀^Č■╝ēÜŌĖĪ╠Ä└Ē║¾Ą─ÅU╦«Įø└õģs╦■└õģs║¾▀M╚ļę╗╝ē╔·╬’Įėė|č§╗»│žŻ¼į┌įō│žā╚═©▀^║├č§╬ó╔·╬’Ą─║├č§╗ŅäėĮĄĮŌÅU╦«ųąĄ─CODĪŻę╗╝ē╔·╬’Įėė|č§╗»│ž│÷╦«ūį┴„▀M╚ļę╗╝ēĖ▀├▄Č╚│┴ĄĒ│ž▀Mąą─Ó╦«ĘųļxŻ¼▓┐Ęų╬█─Ó▀M╚ļØŌ┐s│ž▀Mąą╬█─Ó╠Ä└ĒŻ¼▓┐Ęų╬█─Óät╗ž┴„▀M╚ļę╗╝ēĮėė|č§╗»│ž╠ßĖ▀╬█─ÓØŌČ╚Ż¼│┴ĄĒ│ž╔ŽŪÕę║ęń┴„▀M╚ļČ■╝ē╔·╬’Įėė|č§╗»│ž▀Mę╗▓ĮĮĄĮŌÅU╦«ųąĄ─CODŻ¼Č■╝ē│┴ĄĒ│žĄ─│÷╦«ät▀M╚ļ╔ŅČ╚╠Ä└ĒŁh╣ØĪŻ
ĪĪĪĪ(3)╔ŅČ╚╠Ä└Ē╣żą“šf├„ĪŻ╔ŅČ╚╠Ä└Ē╣żą“ų„ę¬╩Ūā╔╝ē▀^×V╝╝ąg║═ļp─żĘ©Ą─ĮM║ŽĪŻ═©▀^ČÓĮķ┘|▀^×VŲ„Įž┴¶╔Žę╗╣żą“│÷╦«ųąŅA╠Ä└Ē│┴ĄĒ▓╗═Ļ╚½Ą─æęĖĪ╬’Ņw┴ŻĪŻČÓĮķ┘|▀^×VŲ„åóäėĢr═Č╝ėÜóŠ·ä®Ż¼ęį▒ŻūC▀M╚ļ│¼×VĄ─╦«║═│¼×V─żā╚▓┐▓╗╩▄╬ó╔·╬’╬█╚ŠĪŻČÓĮķ┘|▀^×V║¾Ą─╦«į┘Įø▀^╗Ņąį╠┐▀^×VŻ¼ęį┤_▒Ż▀M╚ļPVDF│¼×V─żĄ─ė═į┌0.3 mg/LęįŽ┬Ż¼┤╦║¾Įø▀^│¼×VĪó▒Ż░▓▀^×V║═Ę┤ØB═Ė╠Ä└ĒŻ¼│÷╦«╦«┘|▀h▀hā×ė┌ć°╝ęęÄČ©Ą─┼┼Ę┼ś╦£╩Ż¼Ę¹║Ž└õ▄ł╗žė├╦«╦«┘|ę¬Ū¾ĪŻ
ĪĪĪĪ1.4 ų„꬜ŗĮ©╬’╝░įOėŗģóöĄ
ĪĪĪĪįōÅS«a╔·Ą─╚ķ╗»ę║ÅU╦«╦«┴┐×ķ15 m3/hŻ¼║¼ė═ÅU╦«╦«┴┐×ķ450 m3/hŻ¼║¼ė═║═╚ķ╗»ę║ÅU╦«╩Ūų„ę¬╠Ä└Ēī”Ž¾ĪŻ╣ż╦ćų„꬜ŗĮ©╬’╝░ģóöĄ╚ń▒Ē 2╦∙╩ŠĪŻ

ĪĪĪĪ2 ╣ż│╠▀\ąąŪķørĘų╬÷
ĪĪĪĪ2.1 ŽĄĮy▀\ąąą¦╣¹
ĪĪĪĪ╚ķ╗»ę║ÅU╦«Įø╠Ä└Ē║¾CODĮĄĄ═ĄĮ2 000 mg/LęįŽ┬Ż¼╚ź│²┬╩▀_ĄĮ83.7%Ż¼ļm╚╗üĒ╦«║¼ė═śO▓╗ĘĆČ©Ż¼Ą½Įø▀^│¼×V─ż╠Ä└Ē║¾╦«ųą║¼ė═Č╝─▄ĮĄĄ═ĄĮ50 mg/LęįŽ┬Ż¼ė═╚ź│²┬╩▀_ĄĮ93.9%ĪŻ║¼ė═ÅU╦«(░³└©╚ķ╗»ę║╠Ä└Ē║¾Ą─ÅU╦«║═└õ▄łÅSŲõ╦¹║¼ė═ÅU╦«)Įø╠Ä└Ē║¾ CODė╔500~1 000 mg/LĮĄĄ═ĄĮ30~40 mg/LŻ¼╚ź│²┬╩▀_ĄĮ92.04%Ż¼╦«ųą║¼ė═ė╔100 mg/LĮĄĄĮ1 mg/LęįŽ┬Ż¼╚ź│²┬╩▀_ĄĮ97.81%ĪŻį┌╔ŅČ╚╗žė├Łh╣ØŻ¼│¼×V─ż─▄ē“═Ļ╚½ØMūŃ╔·«a▀\ąąŻ¼SDI┤¾▓┐ĘųĢrķg▒Ż│ųį┌2ęįŽ┬Ż¼▀\ąąŪķør┴╝║├ĪŻš¹¾w╣ż│╠ė┌2014─Ļ6į┬Į©│╔═Č«aŻ¼ĄĮ─┐Ū░×ķų╣▀\ąą┴╝║├Ż¼╦«┘|╗∙▒ŠĘĆČ©Ż¼│÷╦«╦«┘|▀_ĄĮÅSĘĮęÄČ©Ą─╗žė├ś╦£╩ę¬Ū¾ĪŻĖ„╣żą“╠Ä└Ēą¦╣¹╚ń▒Ē 3╦∙╩ŠĪŻ
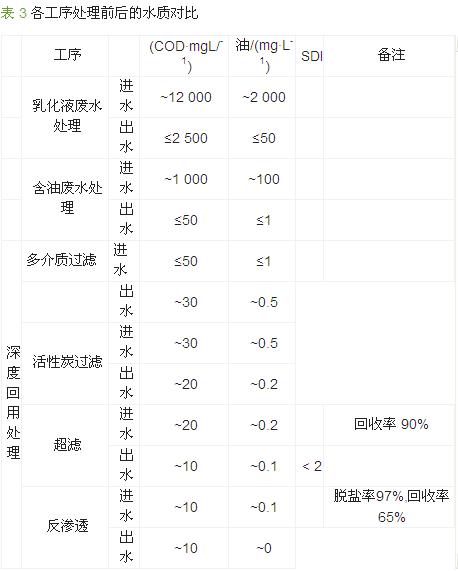
ĪĪĪĪė╔▒Ē 3┐╔ęį┐┤│÷Ż¼Įø╔ŅČ╚╗žė├╣żą“╠Ä└Ē║¾Ż¼│÷╦«CODį┌10 mg/LęįŽ┬Ż¼ė═╗∙▒Š×ķ0Ż¼╦«┘|Ūķør▀hį┌ć°╝ęęÄČ©Ą─┼┼Ę┼ś╦£╩ų«╔ŽŻ¼ę▓│õĘųØMūŃ┴╦ÅSĘĮ╔·«a╗žė├Ą─ąĶŪ¾Ż¼╠žäe╩Ūī”└õ▄łø_Ž┤õō░Õ▒Ē├µ╦«╗žė├Ą─ąĶŪ¾Ż¼╠Ä└Ēą¦╣¹╩«Ęų’@ų°ĪŻ
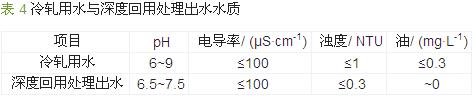
ĪĪĪĪ2.2 └õ▄łė├╦«┼c╔ŅČ╚╗žė├╠Ä└Ē│÷╦«Ą─╦«┘|ī”▒╚
ĪĪĪĪī”▒╚┴╦└õ▄łė├╦«┼c╔ŅČ╚╗žė├╠Ä└Ē│÷╦«Ą─╦«┘|Ż¼ęŖ▒Ē 4ĪŻ▓╗ļy┐┤│÷Ż¼╔ŅČ╚╗žė├╠Ä└Ē│÷╦«╦«┘|═Ļ╚½Ę¹║Ž└õ▄łė├╦«Ą─╦«┘|ę¬Ū¾ĪŻ
ĪĪĪĪ2.3 ŽĄĮy▀\ąą│╔▒Š╝░ĮøØ·ą¦ęµĘų╬÷
ĪĪĪĪī”įOéõš█┼fĪó─▄į┤Ž¹║─Īó╦Ää®┘MĪó╚╦╣ż┘M▀MąąĮyėŗŻ¼2014 ─Ļ6Ī¬12į┬Ą─▀\ąą│╔▒Š×ķ9.4į¬/tĪŻĄ½įōÅU╦«╔ŅČ╚╠Ä└Ē╗žė├ĒŚ─┐īŹ╩®║¾Ż¼├┐─Ļ┐╔╠Ä└Ē║¼ė═ÅU╦«394╚ftŻ¼ųŲéõ207╚ft╣żśIą┬╦«╗žė├ė┌╔·«aŻ¼├┐─ĻČÓ╗ž╩š╝s292╚ft│²¹}╦«Ż¼░┤šš╣żśIą┬╦«4.5į¬/tĪó│²¹}╦«5.5į¬/tėŗ╦ŃŻ¼ätįōÅS╠Ä└Ē║¼ė═ÅU╦«Ą─│╔▒Š×ķ(394Ī┴9.4-207Ī┴4.5-292Ī┴5.5)Ī┬394=2.96į¬/tĪŻŠ▀¾wģóęŖhttp://www.bnynw.comĖ³ČÓŽÓĻP╝╝ąg╬─ÖnĪŻ
ĪĪĪĪ3 ĮYšō
ĪĪĪĪ(1)└õ▄ł║¼ė═║═╚ķ╗»ę║ÅU╦«╔ŅČ╚╠Ä└Ē╗žė├ĒŚ─┐╠Ä└Ē│÷╦«▓╗āH─▄▀_ĄĮGB 13456Ī¬2012ĪČõōĶF╣żśI╦«╬█╚Š╬’┼┼Ę┼ś╦£╩ĪĘĄ─ę¬Ū¾Ż¼Č°Ūę─▄ØMūŃ└õ▄ł╗žė├ę¬Ū¾Ż¼ė╚Ųõ╩Ū└õ▄łø_Ž┤õō░Õ▒Ē├µī”╦«┘|Ą─ę¬Ū¾ĪŻ
ĪĪĪĪ(2)└õ▄ł║¼ė═║═╚ķ╗»ę║ÅU╦«Įøć└Ė±Ą─╣ż╦ć▀^│╠┐žųŲŻ¼╔ŅČ╚╗žė├╠Ä└Ē╩Ū═Ļ╚½┐╔īŹ¼FĄ─ĪŻ
ĪĪĪĪ(3)ÅU╦«Įø╔ŅČ╚╠Ä└Ē║¾╗žė├ĮĄĄ═┴╦õōĶFŲ¾śIĄ─╔·«a│╔▒ŠŻ¼įōõōÅS┐é╔·«aŽĄĮyĄ─╣żśI╬█╦«╗žė├┬╩╠ßĖ▀╝s15%Ż¼═¼ĢrĮĄĄ═┴╦COD┼┼Ę┼┴┐╝s1 576 t/aŻ¼Š▀ėą┴╝║├Ą─ŁhŠ│ą¦ęµ║═╔ńĢ■ą¦ęµŻ¼═¼Ģr×ķąąśIÅU╦«┘Yį┤╗»ķ_▒┘┴╦ę╗Ślą┬┬ĘŻ¼ī”š¹éĆąąśIā╚Ą─╣Ø─▄£p┼┼Š▀ėą═Ų▀MęŌ┴xĪŻ

