Į╣╗»ÅU╦«ļŖ┤▀╗»č§╗»╠Ä└Ē╝╝ąg
ųąć°╬█╦«╠Ä└Ē╣ż│╠ŠW ĢrķgŻ║2015-4-20 10:35:22
╬█╦«╠Ä└Ē╝╝ąg | ģRŠ█╚½Ū“Łh▒Ż┴”┴┐Ż¼ĮĄĄ═Ų¾śIų╬╬█│╔▒Š
Į╣╗»ÅU╦«╩Ūį┌├║Ą─Ė▀£žĖ╔sĪó├║ÜŌā¶╗»ęį╝░╗»╣ż«aŲĘŠ½ųŲ▀^│╠ųą╦∙«a╔·Ą─ÅU╦«Ī▓1Ī│ĪŻ─┐Ū░▓╔ė├╔·╗»Ę©┐╔╗∙▒Š╚ź│²▀@ŅÉÅU╦«ųąĄ─ĘėŅÉ║═░▒Ą¬Ą╚ėąÖC╬█╚Š╬’Ż¼Ą½╠Ä└Ē║¾Ą─│÷╦«ųą╚į║¼ėąę╗ą®ļyĮĄĮŌĄ─ļsŁh╗“ČÓŁhŅÉėąÖC╬█╚Š╬’Č°▀_▓╗ĄĮć°╝ę┼┼Ę┼ś╦£╩╗“Ų¾śI╗žė├ę¬Ū¾Ī▓2Ī│Ż¼ąĶ▀Mąą╔ŅČ╚╠Ä└ĒĪŻ
ļŖ┤▀╗»č§╗»Ę©╩ŪŪÕØŹ╠Ä└ĒĘĮĘ©Ż¼¤oąĶ┴Ē═Ō═Č╝ėč§╗»ä®Īó¤oČ■┤╬╬█╚ŠĪóš╝Ąž├µĘeąĪĪó╚ź│²┬╩Ė▀Īó▀xō±ąįÅŖŻ¼┐╔╔ŅČ╚╠Ä└ĒĮ╣╗»ÅU╦«Ī▓3Ī│ĪŻć°ā╚═Ōī”ļŖ┤▀╗»č§╗»Ę©╠Ä└ĒÅU╦«Ą─蹊┐║▄ČÓŻ¼Ą½┤¾ČÓ╝»ųąį┌ī”ė░Ēæę“╦žĄ─蹊┐╔ŽŻ¼╚ńļŖśO▓─┴ŽĪóļŖ┴„├▄Č╚ĪóśO░ÕķgŠÓĪó▓█ļŖē║Ą╚Ī▓4, 5, 6, 7Ī│ī”ÅU╦«╠Ä└Ēą¦╣¹Ą─ė░ĒæŻ¼ģs║▄╔┘蹊┐─▄║─å¢Ņ}Ī▓8Ī│ĪŻļŖ┤▀╗»č§╗»Ę©ļm╚╗┐╔ėąą¦Ąž╠Ä└ĒĮ╣╗»ÅU╦«Ż¼╠ßĖ▀ÅU╦«Ą─┐╔╔·╗»ąįŻ¼Ą½Ė▀─▄║─ģsųŲ╝s┴╦Ųõį┌ÅU╦«╠Ä└ĒųąĄ─æ¬ė├Ī▓9ŻŁ10Ī│ĪŻ╣Pš▀ī”ļŖ┤▀╗»č§╗»╠Ä└ĒĮ╣╗»ÅU╦«ųąĄ──▄║─å¢Ņ}▀Mąą┴╦蹊┐Ż¼ęįŲ┌×ķļŖ┤▀╗»Ę┤æ¬čbų├╠Ä└ĒĮ╣╗»ÅU╦«Ą─įOėŗ┼c▀\ąą╠ß╣®ģó┐╝ĪŻ
1 īŹ“×▓─┴Ž┼cĘĮĘ©
1.1 īŹ“×čbų├
īŹ“×ĘųņoæB╠Ä└Ē┼cäėæB╠Ä└ĒĪŻņoæB╠Ä└Ē蹊┐ųąĻPė┌ļŖ┴„├▄Č╚ĪóļŖśO░ÕöĄ┴┐Ą─ė░Ēæų„ę¬į┌čbų├A ųą▀MąąŻ¼čbų├A ×ķŠžą╬Ż¼│▀┤ń×ķ70 mm Ī┴44 mm Ī┴ 70 mmĪŻĄ½ė╔ė┌Ę┤æ¬Ų„ĮYśŗ╩ŪŽ▐ųŲé„┘|╦┘Č╚Ą─ųžę¬ę“╦žĪ▓11Ī│Ż¼╦∙ęį▀ĆįOėŗ┴╦čbų├B ė├ė┌ņoæB╠Ä└ĒĢrī”▒╚Ę┤æ¬Ų„ĮYśŗĄ─ė░ĒæĪŻčbų├B ▓╔ė├łA═▓ĀŅā╚▒┌Ż¼│▀┤ń×ķD 81 mmĪ┴70 mmŻ¼ļŖśO░Õ╝▄įOį┌Ę┤æ¬Ų„ųąą─╬╗ų├▓ó┼cĘ┤æ¬Ų„ā╚▒┌ĪóĄū├µĪó╦«├µČ╝ėąę╗Č©ŠÓļxŻ¼ĘĮ▒Ń╦«┴„═©▀^Ż¼Ž¹│²öć░ĶĢrĄ─╦«┴„╦└ĮŪŻ¼£p╔┘Č╠┴„¼FŽ¾ĪŻ╚¶īóčbų├B ┼c╚õäė▒├Ą╚▀BĮė║¾Ż¼┐╔▀MąąĮ╣╗»ÅU╦«Ą─äėæB╠Ä└Ē蹊┐Ż¼╚ńłD 1 ╦∙╩ŠĪŻ
čbų├A ┼cB ųąĄ─ĻÄśOŠ∙×ķŌüŠWŻ©TiŻ®Ż¼Ļ¢śOŠ∙×ķßæŌüŠWŻ©Ti/RuO2Ż®Ż¼ĻÄĻ¢śO░Õ│▀┤ńŠ∙×ķ50 mm Ī┴ 50 mmŻ¼░ÕķgŠÓŠ∙×ķ5 mmŻ¼ĻÄĻ¢śO░ÕķgĖ¶Ę┼ų├Ż¼čbų├ A ųąāH┐╔Ę┼ų├1 ī”Ż¼čbų├B ūŅČÓ┐╔Ę┼ų├4 ī”Ż¼├┐ī”ļŖśO▀BĮė¬Ü┴óĄ─ų▒┴„ļŖį┤▌ö│÷ĪŻ
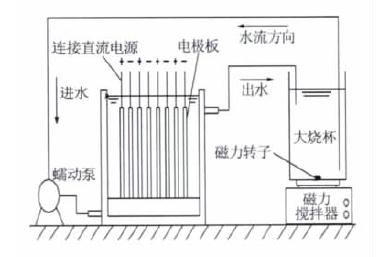
łD 1 äėæBĘ┤æ¬čbų├
1.2 Į╣╗»ÅU╦«
īŹ“×ė├╦«üĒūįė┌─│õōĶF╝»łFėąŽ▐╣½╦ŠĮøA2/O ╣ż╦ć╠Ä└Ē║¾Ą─Į╣╗»ÅU╦«Ż¼COD ×ķ110~125 mg/LŻ¼pH ╝s×ķ6.45Ż¼░▒Ą¬┘|┴┐ØŌČ╚╝s×ķ32.2 mg/LĪŻ×ķØMūŃ║¾└m╗žė├╣ż╦ćī”╦«┘|Ą─ę¬Ū¾Ż¼ļŖ┤▀╗»č§╗»╠Ä└Ē║¾Ą─│÷╦«COD ę¬Ū¾ąĪė┌75 mg/LĪŻ
1.3 COD Ą─£yČ©
╩╣ė├│ąĄ┬╚A═©Łh▒ŻėąŽ▐╣½╦Š╔·«aĄ─CTL-12 ą═COD ┐ņ╦┘£yČ©āxŻ¼▓╔ė├┐ņ╦┘Ž¹ĮŌĘ©£yČ©ÅU╦« CODĪŻ
1.4 īŹ“×▓┘ū„
1.4.1 ņoæBŚl╝■Ą─╠Ä└Ēą¦╣¹╝░─▄║─
į┌蹊┐ļŖ┴„├▄Č╚Ą─ė░ĒæĢrŻ¼╩╣ė├Ę┤æ¬čbų├AŻ¼Ą╣╚ļ200 mL ÅU╦«Ż¼Ę┤æ¬Ų„Ž┬ĘĮĘ┼ų├┤┼┴”öć░ĶŲ„Ż¼öć░Ķ╦┘Č╚×ķ1 000 r/minĪŻš{╣Øų▒┴„ļŖį┤ų┴ę╗Č©Ą─ļŖ┴„├▄Č╚Ż©50Īó100Īó200 A/m2Ż®▓ó║Ń┴„▌ö│÷Ż¼śO░ÕöĄ┴┐×ķ 4 ī”ĪŻ
į┌蹊┐śO░ÕöĄ┴┐╝░Ę┤æ¬Ų„ĮYśŗĄ─ė░ĒæĢrŻ¼╩╣ė├Ę┤æ¬čbų├AŻ©200 mL ÅU╦«Ż®╗“čbų├BŻ©450 mL ÅU╦«Ż®Ż¼śO░Õī”öĄĘų3Īó4 ī”ā╔ĘNŪķørŻ¼ļŖ┴„├▄Č╚╣╠Č©×ķ100 A/m2Ż¼Ę┤æ¬Ų„Ž┬Ę┼ų├┤┼┴”öć░ĶŲ„Ż¼öć░Ķ╦┘Č╚×ķ1 800 r/minĪŻ
ņoæBīŹ“×ųąĘųäeį┌0Īó10Īó20Īó40Īó60Īó90 min ╚Īśė£yČ©CODĪŻ
1.4.2 äėæBŚl╝■Ą─╠Ä└Ēą¦╣¹╝░─▄║─
īó2 L ÅU╦«╝ė╚ļäėæBĘ┤æ¬čbų├ā╚Ż¼═©▀^Ė─ūā╚õäė▒├▐D╦┘š{╣Ø┴„┴┐Ęųäe×ķ20Īó50Īó200Īó400 mL/minŻ¼ļŖ┴„├▄Č╚š{ų┴100 A/m2Ż¼┤┼┴”öć░ĶŲ„▐D╦┘×ķ1 800 r/minĪŻĘųäeį┌0Īó40Īó80Īó120Īó160Īó240Īó360 min Å─┤¾¤²▒Łųą╚Īśė£yČ©CODĪŻ
1.5 ÅU╦«─▄║─Ą─ėŗ╦Ń
░┤╩ĮŻ©1Ż®ėŗ╦ŃļŖ┤▀╗»č§╗»╚ź│²å╬╬╗┘|┴┐COD Ą──▄║─Ī▓12Ī│ĪŻ
![]()
╩ĮųąŻ║ECĪ¬Ī¬Ī¬╚ź│²å╬╬╗┘|┴┐ COD Ą──▄║─Ż¼WĪżh/gŻ╗
UĪ¬Ī¬Ī¬▓█ļŖē║Ż¼VŻ╗
IĪ¬Ī¬Ī¬ļŖ┴„Ż¼AŻ╗
tĪ¬Ī¬Ī¬╠Ä└ĒĢrķgŻ¼hŻ╗
VĪ¬Ī¬Ī¬╠Ä└Ē╦«┴┐Ż¼LŻ╗
”żCODĪ¬Ī¬Ę┤æ¬Ū░║¾COD ų«▓ŅŻ¼mg/LĪŻ
2 ĮY╣¹┼cĘų╬÷
2.1 ņoæBŚl╝■Ž┬Ą─╠Ä└Ēą¦╣¹╝░─▄║─
2.1.1 ļŖ┴„├▄Č╚Ą─ė░Ēæ
ļŖ┴„├▄Č╚ī”COD ╚ź│²ą¦╣¹Ą─ė░ĒæęŖłD 2ĪŻ
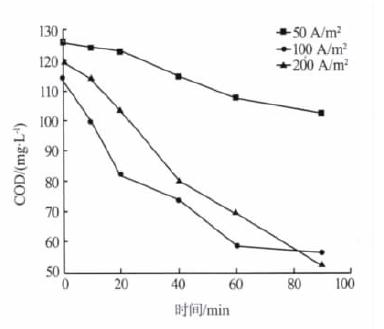
łD 2 ļŖ┴„├▄Č╚ī”Į╣╗»ÅU╦«COD ╚ź│²ą¦╣¹Ą─ė░Ēæ
Å─łD 2 ┐╔ęį┐┤│÷Ż¼«öļŖ┴„├▄Č╚Å─50 A/m2 į÷╝ėĄĮ100 A/m2 ĢrŻ¼COD ╠Ä└Ēą¦╣¹├„’@╠ßĖ▀Ż¼Ą½ļŖ┴„├▄Č╚į÷╝ėĄĮ200 A/m2 ĢrŻ¼COD ╚ź│²ą¦╣¹Ę┤Č°Ž┬ĮĄĪŻ▀@╩Ūę“×ķį┌Ą═ļŖ┴„ĢrŻ¼ļŖ┴„įĮ┤¾Ż¼ļŖūėį┌ļŖśO║═ÅU╦«ųąĄ─▐DęŲ╦┘┬╩įĮ┐ņŻ¼Š▀ėą╗ŅąįĄ─ųąķg«a╬’įĮČÓŻ¼COD ╚ź│²ą¦╣¹įĮ║├Ī▓13Ī│ĪŻĄ½ė╔ė┌ų▒Įėč§╗»ąĶę¬╬█╚Š╬’é„┘|ĄĮļŖśOĄ─▒Ē├µŻ¼Č°ķgĮėč§╗»ąĶę¬╬█╚Š╬’║═«a╔·Ą─ÅŖč§╗»ä®Ė▀Č╚╗ņ║ŽŻ¼╝┤ļŖ╗»īWĄ─Ę┤æ¬╦┘┬╩╩▄ĄĮĘ┤æ¬Ų„ā╚Ą─é„┘|ą¦╣¹Ą─Ž▐ųŲĪ▓2, 11, 14Ī│Ż¼╦∙ęįļŖ┴„├▄Č╚į÷╝ėĄĮę╗Č©│╠Č╚║¾║▄ļyį┘╠ßĖ▀╠Ä└Ēą¦╣¹ĪŻČ°ŪęļŖ┴„├▄Č╚▀^Ė▀Ę┤Č°Ģ■┤┘╩╣Ė▒Ę┤æ¬Ż©╚ń╬÷ÜõĪó╬÷č§Ę┤æ¬Ż®░l╔·Ż¼ĮĄĄ═ļŖ┴„ą¦┬╩Ī▓15Ī│ĪŻ
ŠC║Ž┐╝æ]ęį╔ŽīŹ“×ĮY╣¹Ż¼į┌║¾└mīŹ“×ųąŻ¼ļŖ┴„├▄Č╚▀xō±×ķ100 A/m2ĪŻ
2.1.2 ļŖśO░ÕöĄ┴┐╝░Ę┤æ¬Ų„ĮYśŗĄ─ė░Ēæ
īŹļH╠Ä└ĒĮ╣╗»ÅU╦«ĢrŻ¼ė╔ė┌╠Ä└Ē╦«┴┐į÷┤¾Ż¼ąĶŽÓæ¬į÷┤¾ļŖ┤▀╗»č§╗»čbų├¾wĘe║═ļŖśO░ÕĘ┤æ¬├µĘeŻ¼▀@┐╔═©▀^į÷╝ėśO░ÕöĄ┴┐╗“į÷┤¾ļŖśO░Õ├µĘe▓óŽÓæ¬į÷┤¾ļŖśO░ÕķgŠÓüĒīŹ¼FĪŻĄ½īŹļH▓┘ū„ųąŻ¼║¾ę╗ĘNĘĮ╩Įīóī¦ų┬▓█ļŖē║╔²Ė▀Ż¼▓╗āHśO░ÕęūŌg╗»Ż¼╩╣ė├ē█├³Ž┬ĮĄĪ▓16Ī│Ż¼Č°Ūę«öļŖē║│¼▀^┴╦╬÷č§│¼ļŖä▌ĢrŻ¼▀ĆĢ■ī¦ų┬╬÷觥╚Ė▒Ę┤æ¬╝▒äĪį÷╝ėŻ¼Å─Č°įņ│╔ļŖ┴„ą¦┬╩ĮĄĄ═Ī▓15Ī│ĪŻę“┤╦īŹļHæ¬ė├ųąČÓ▓╔ė├Ū░ę╗ĘNĘĮ╩ĮĪŻļŖśO░ÕöĄ┴┐╝░Ę┤æ¬Ų„ĮYśŗī”Į╣╗»ÅU╦«COD ╚ź│²ą¦╣¹╝░─▄║─Ą─ė░ĒæęŖłD 3ĪółD 4ĪŻ
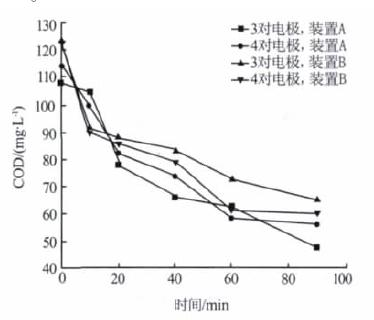
łD 3 śO░ÕöĄ┴┐╝░Ę┤æ¬Ų„ĮYśŗī”COD ╚ź│²ą¦╣¹Ą─ė░Ēæ
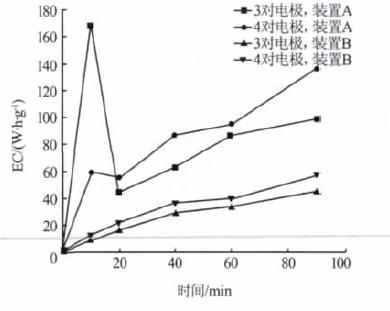
łD 4 śO░ÕöĄ┴┐╝░Ę┤æ¬Ų„ĮYśŗī”─▄║─Ą─ė░Ēæ
└ĒŽļĀŅørŽ┬Ż¼śO░ÕöĄ┴┐į÷╝ė╝┤į÷╝ėśO░ÕĘ┤æ¬├µĘeŻ¼╠Ä└Ēą¦╣¹Ģ■ŽÓæ¬╠ß╔²Ż¼ŪęļŖ─▄└¹ė├┬╩▒Ż│ų▓╗ūāĪŻ╚╗Č°łD 3 ųąŻ¼čbų├A ųą4 ī”ļŖśOŚl╝■Ž┬Ą─╠Ä└Ēą¦╣¹Ą═ė┌3 ī”ļŖśOĪŻ▀@╩Ūę“×ķį┌čbų├A ųąŻ¼śO░Õ╩Ū┐©į┌ā╚▒┌╔Ž░▓čbĄ─Ż¼ŪęśO░ÕīÆČ╚┼cā╚▒┌īÆČ╚ŽÓ═¼Ż¼ę“┤╦╦«┴„¤oĘ©└@▀^śO░ÕŻ¼ų╗─▄Å─śO░Õ╔ŽĄ─ąĪŠW┐ūųą═©▀^Ż¼▀^ČÓĄ─śO░Õį┌ę╗Č©│╠Č╚╔ŽŲĄĮ┴╦Ė¶░ÕĄ─ū„ė├Ż¼Å─Č°ūĶĄK╦«ųąč§╗»ä®┼cėąÖC╬█╚Š╬’Ą─│õĘų╗ņ║ŽŻ¼╩╣Ą├Ę┤æ¬Ų„ā╚▓┐Č╠┴„¼FŽ¾ć└ųžŻ¼č§╗»ä®é„┘|╦┘Č╚Ž┬ĮĄŻ¼ī¦ų┬╠Ä└Ēą¦╣¹Ž┬ĮĄĪ▓17Ī│ĪŻŽÓ▒╚ų«Ž┬Ż¼čbų├B ╩╣ė├4 ī”ļŖśOĢrĄ─COD ╚ź│²ą¦╣¹ā×ė┌3 ī”ļŖśOŻ¼šf├„čbų├B Ą─ĮYśŗę╗Č©│╠Č╚ĄžĮŌøQ┴╦4 ī”ļŖśO░ÕūĶĄKé„┘|╦┘Č╚Ą─╚▒³cŻ¼▓ó’@╩Š│÷ļŖ┤▀╗»č§╗»Ę┤æ¬▀^│╠ųąļŖśO├µĘeįĮ┤¾ COD ╚ź│²┬╩įĮĖ▀Ą─ā׳cŻ¼čbų├B š¹¾w╚ź│²ą¦╣¹ā×ė┌čbų├AĪŻ═¼ĢrłD 4 ▀Ć’@╩ŠŻ¼╝┤╩╣╩Ū╩╣ė├┴╦4 ī”ļŖśO░ÕŻ¼čbų├B Ą──▄║─ę▓Ą═ė┌╩╣ė├3 ī”ļŖśO░ÕĄ─čbų├ AŻ¼Ūę─▄║─ę╗ų▒Ą═ė┌250 WĪżh/gŻ¼šf├„čbų├B Įø▀^ĮYśŗĖ─╔Ų║¾Ė³─▄╠ßĖ▀ļŖ─▄└¹ė├ą¦┬╩▓ó│õĘų└¹ė├4 ī”ļŖśOĄ─ā×ä▌ĪŻ
ė╔╔Ž╩÷īŹ“×ĮY╣¹┐╔ų¬Ż¼į┌ļŖ┤▀╗»č§╗»Ę┤æ¬ųąŻ¼╚¶╚▄ę║ųąč§╗»ä®Ą─é„┘|╦┘Č╚╩ŪCOD ╚ź│²ą¦┬╩Ą─Ž▐ųŲę“╦žĢrŻ¼╠ßĖ▀ļŖ─▄╣®Įo║═ėąą¦Ę┤æ¬├µĘe¤oĘ©┤¾Ę∙╠ßĖ▀╠Ä└Ēą¦┬╩Ż¼Č°ę¬═©▀^╠ßĖ▀é„┘|╦┘Č╚▓┼─▄īŹ¼FŻ¼▀@śėū÷Ą─═¼Ģr▀Ć─▄╠ßĖ▀ļŖ─▄└¹ė├ą¦┬╩Ī▓11Ī│Ż¼ĮĄĄ═─▄║─ĪŻ
2.2 äėæBŚl╝■Ž┬Ą─╠Ä└Ēą¦╣¹╝░─▄║─
ņoæB╠Ä└ĒŽ┬Ą─╬█╦«┴„æB×ķ═Ļ╚½╗ņ║Ž╩ĮŻ¼äėæB╠Ä└Ē▓┐Ęų×ķ═Ų┴„裣h╩Į┴„æBŻ¼ęį┤╦蹊┐Ę┤æ¬Ų„ā╚ÅU╦«Ą─▓╗═¼┴„æBī”ļŖ┤▀╗»č§╗»Ę┤æ¬Ą─ė░ĒæŻ¼ĮY╣¹ęŖłD 5Īó łD 6ĪŻ
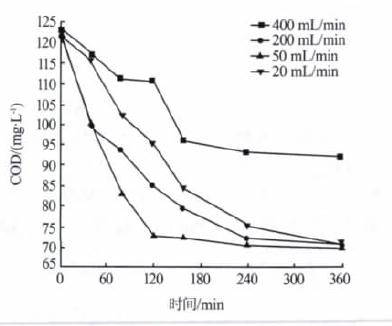
łD 5 äėæBŚl╝■Ž┬ī”COD Ą─╠Ä└Ēą¦╣¹
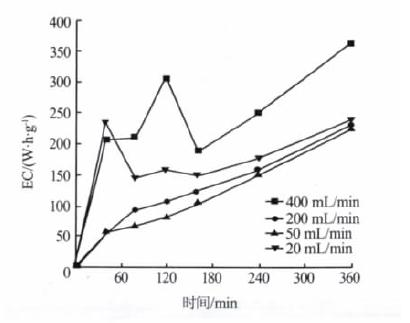
łD 6 äėæBŚl╝■Ž┬Ą─╠Ä└Ē─▄║─
╚ńłD 5 ╦∙╩ŠŻ¼┴„╦┘×ķ400 mL/min ĢrCOD Ą─╠Ä└Ēą¦╣¹ūŅ▓ŅŻ¼╠Ä└Ē360 min ║¾Ż¼COD āHÅ─123.6 mg/L ĮĄų┴92.1 mg/LŻ¼Č°═¼śė╠Ä└Ē360 min ║¾Ż¼┴„╦┘×ķ20Īó 50Īó200 mL/min ŪķørŽ┬Ą─╠Ä└Ēą¦╣¹ŽÓ▓Ņ▓╗┤¾ĪŻÅ─łD 5 ▀Ć┐╔ų¬Ż¼┴„╦┘×ķ50 mL/min Ą─ŪķørŽ┬COD ╚ź│²╦┘Č╚╩ŪūŅ┐ņĄ─Ż¼╠Ä└Ē120 min COD ┐╔ĮĄĄ═ĄĮ72.6 mg/LŻ¼ęčĮėĮ³ūŅĄ═ųĄĪŻį┘ĮY║ŽłD 6 ┐╔ų¬┴„╦┘×ķ50 mL/min Śl╝■Ž┬Ą─EC ╩╝ĮK▒Ż│ųūŅĄ═Ż¼120 min ĢrāH×ķ78.6 WĪżh/gŻ¼╦∙ęį┴„╦┘50 mL/min ×ķūŅ╝čųĄĪŻ
ĮY╣¹šf├„Ż¼į┌═Ų┴„裣h┴„æBŽ┬Ż¼▀^┤¾╗“▀^ąĪĄ─┴„╦┘Č╝▓╗└¹ė┌Ę┤æ¬Ą─▀MąąĪŻę“×ķ╬█╦«╩Ū裣h╠Ä└ĒĄ─Ż¼╦∙ęį▓╗═¼┴„╦┘Ž┬╬█╦«Ą─īŹļH╠Ä└ĒĢrķgČ╝ę╗śėŻ¼┤╦Ģr╚¶╦«┴„╦┘Č╚▀^┐ņŻ¼╬█╦«¤oĘ©┼cśO░Õ│õĘųĮėė|Å─Č°ī¦ų┬ļŖ─▄└¹ė├ą¦┬╩ĮĄĄ═Ż¼╚¶╦«┴„╦┘Č╚▀^┬²Ż¼ļm╚╗śO░ÕķgŠų▓┐COD ╚ź│²┬╩Ė▀Ą½š¹¾wCOD ╚ź│²╦┘Č╚ģs▌^Ą═ĪŻ╦∙ęįų╗ėą▀mę╦Ą─┴„╦┘▓┼─▄ę╗ĘĮ├µ▒ŻūC┴╦č§╗»ä®Ą─é„┘|╦┘Č╚Ż¼┴Ēę╗ĘĮ├µę▓▒ŻūC┴╦ėąÖC╬’┼cč§╗»ä®ĮY║Ž▓ó░l╔·č§╗»Ę┤æ¬Ą─ĢrķgŻ¼ūŅĮK▀_ĄĮ▓╗āH╠ßĖ▀COD ĮĄĮŌ╦┘┬╩╝░ą¦┬╩Ż¼▀Ć╩╣ļŖ─▄Ą├ĄĮĖ▀ą¦└¹ė├ĪŻŠ▀¾wģóęŖhttp://www.bnynw.comĖ³ČÓŽÓĻP╝╝ąg╬─ÖnĪŻ
3 ĮYšō
Ż©1Ż®ļŖ┴„├▄Č╚øQČ©ų▒Įėč§╗»Ę┤æ¬Ą─╦┘Č╚║═ķgĮėč§╗»Ę┤欫a╔·č§╗»ä®Ą─╦┘Č╚Ż¼ų╗ėą▀mę╦Ą─ļŖ┴„├▄Č╚▓┼─▄▒ŻūC▌^Ė▀Ą─╠Ä└Ēą¦┬╩╝░▌^Ą═Ą──▄║─ĪŻ
Ż©2Ż®ļŖśO░Õī”öĄį÷╝ėĢ■į÷╝ėļŖ┤▀╗»č§╗»Ą─ėąą¦Ę┤æ¬├µĘeŻ¼╝ė┐ņCOD ĮĄĮŌ╦┘┬╩Ż¼Ą½ę▓Ģ■ūĶĄKĘ┤æ¬Ų„ā╚╦«┴„╗ņ║ŽŻ¼ī¦ų┬╠Ä└Ēą¦┬╩╠ß╔²▓╗├„’@╔§ų┴ĮĄĄ═Ż¼╠Ä└Ē─▄║─╔Ž╔²ĪŻ╚¶Žļ═©▀^į÷╝ėśO░ÕöĄ┴┐üĒ▀_ĄĮ╝ė┐ņ COD ĮĄĮŌ╦┘┬╩Ą──┐Ą─Ż¼ätąĶę¬ā×╗»Ę┤æ¬Ų„ĮYśŗüĒ╝ėÅŖ╦«┴„╗ņ║Žą¦╣¹ĪŻ
Ż©3Ż®įō¾wŽĄŽ┬Ą─ūŅ╝č▀\ąąŚl╝■×ķŻ║į┌Ę┤æ¬čbų├B ųąŻ¼śO░Õ4 ī”ĪóļŖ┴„├▄Č╚100 A/m2Īó═Ų┴„裣hĪó┴„╦┘ 50 mL/minĪó╠Ä└ĒĢrķg120 minĪŻ┤╦Ģr╬█╦«COD ė╔ 123.5 mg/L ĮĄų┴72.6 mg/LŻ¼ØMūŃ─ż╣ż╦ć▀M╦«╦«┘|ę¬Ū¾Ż¼╚ź│²┬╩▀_ĄĮ58.8%Ż¼Ūę─▄║─ūŅĄ═Ż¼å╬╬╗COD ╚ź│²─▄║─×ķ78.6 WĪżh/gĪŻ

