╣╠Č©┤▓╚²ŠSļŖśOĘ┤æ¬Ų„╔ŅČ╚╠Ä└Ē¤Æė═ÅU╦«
ųąć°╬█╦«╠Ä└Ē╣ż│╠ŠW ĢrķgŻ║2014-8-22 11:07:55
╬█╦«╠Ä└Ē╝╝ąg | ģRŠ█╚½Ū“Łh▒Ż┴”┴┐Ż¼ĮĄĄ═Ų¾śIų╬╬█│╔▒Š
Į³─ĻüĒŻ¼ļSų°╬ęć°¤Æė═Ų¾śI╝ė╣żĖ▀┴“ĪóĖ▀╦ß║═ųž┘|╗»įŁė═▒╚└²Ą─▓╗öÓ╠ßĖ▀Ż¼¤Æė═ÅU╦«ųą┴“╗»╬’ĪóŁh═ķ╦ßĪóĘėŅÉĪóÓńĘį║═▀┴ÓżĄ╚╬█╚Š╬’Ą─║¼┴┐’@ų°į÷╝ėŻ¼ÅU╦«Ą─┐╔╔·╗»ąįūā▓ŅŻ¼ī¦ų┬Ī░│¼×VĪ¬Ę┤ØB═ĖĪ▒╣ż╦ćå╬į¬▀M╦«Ą─ėąÖC╬’┘|┴┐ØŌČ╚Ų½Ė▀Ż¼─ż═©┴┐Ž┬ĮĄŻ¼ÅU╦«╗žė├┬╩ĮĄĄ═ĪŻę“┤╦Ż¼ąĶį┌Ī░Ė¶ė═Ī¬ĖĪ▀xĪ¬╔·╗»Ī¬╗Ņąį╠┐╬³ĖĮĪ▒╠Ä└Ē╣ż╦ćĄ─╗∙ĄA╔Žį÷╝ėą┬Ą─╠Ä└Ē╣ż╦ćŻ¼ęį╠ßĖ▀ėąÖC╬’╚ź│²┬╩Ż¼ØMūŃĪ░│¼×VĪ¬Ę┤ØB═ĖĪ▒å╬į¬Ą─▀M╦«ę¬Ū¾ĪŻ
╣╠Č©┤▓╚²ŠSļŖśOĘ┤æ¬Ų„╩Ūį┌ĻÄĻ¢ų„ļŖśOķgę²╚ļŅw┴Ż╗Ņąį╠┐┴Żūėū„×ķĖąæ¬ļŖśOŻ¼į┌▀m«öĄ─ļŖē║Ž┬Ż¼┴ŻūėļŖśOĄ─Ėąæ¬Ļ¢śOę╗Č╦░l╔·Ļ¢śOĘ┤æ¬Ż¼Ėąæ¬ĻÄśOę╗Č╦░l╔·ĻÄśOĘ┤æ¬ĪŻ╚²ŠSļŖśOĘ┤æ¬Ų„╩╣ļŖ╗»īWĘ┤æ¬ė╔ų„ļŖśOöUš╣ų┴Ėąæ¬┴ŻūėļŖśOŻ¼┐╔┐sČ╠╬█╚Š╬’Ą─▀węŲŠÓļxŻ¼╠ßĖ▀╬█╚Š╬’Ą─ĮĄĮŌą¦┬╩ĪŻ┼c│¶č§č§╗»Īó┤▀╗»Ø±╩Įč§╗»Ą╚Ė▀╝ēč§╗»╝╝ągŽÓ▒╚Ż¼╚²ŠSļŖśOĘ┤æ¬Ų„▓┘ū„Śl╝■£ž║═Ż¼┐╔═©▀^Ė─ūāļŖē║ĪóļŖ┴„Ą╚ĘĮĘ©š{╣ØĘ┤æ¬▀^│╠ĪŻ
▒Š╣żū„ęį▓╗õPõō░Õ×ķĻÄĻ¢ų„ļŖśOŻ¼ęįų∙ĀŅ╗Ņąį╠┐×ķĖąæ¬┴ŻūėļŖśOŻ¼śŗĮ©┴╦╣╠Č©┤▓╚²ŠSļŖśOĘ┤æ¬Ų„Ż¼ė├Ųõ╔ŅČ╚╠Ä└Ē¤Æė═ÅU╦«Ż¼▓óī”Ė„╣ż╦ćģóöĄ▀Mąą┴╦ā×╗»ĪŻ
1 īŹ“×▓┐Ęų
1.1 ▓─┴ŽĪóįćä®║═āxŲ„
īŹ“×ė├╦«×ķ─│¤ÆÅS¤Æė═ÅU╦«╠Ä└Ē╣ż╦ćČ■│┴│ž│÷╦«Ż¼ COD=86.7~70.2 mg/LŻ¼BOD5/COD<0.1Ż¼”诩NH3-NŻ®=6. 1~9. 2 mg/LŻ¼TP<0. 5 mg/LŻ¼pH=6.0~8.5ĪŻ╦«śė▓╔╝»║¾ė┌4 Īµ▒Ż┤µŻ¼╩╣ė├Ū░Ę┼ų├ų┴╩ę£žŻ¼├┐┼·┤╬īŹ“×į┌12 hā╚═Ļ│╔ĪŻ
ųžŃt╦ßŌøĪóØŌ┴“╦ßĪóÜõč§╗»ŌcŻ║Ęų╬÷╝āĪŻė├Üõč§╗»Ōc┼õųŲ┘|┴┐ĘųöĄ10%Ą─Üõč§╗»Ōc╚▄ę║ų├ė┌ēAā”╣▐ųąéõė├Ż╗ė├ØŌ┴“╦ß┼õųŲ¾wĘeĘųöĄ×ķ20%Ą─┴“╦ß╚▄ę║ų├ė┌╦ßā”╣▐ųąéõė├ĪŻ
MDS-CODą═╬ó▓©Ž¹ĮŌāxŻ║╔Ž║Żą┬āx╬ó▓©╗»īW┐Ų╝╝ėąŽ▐╣½╦ŠŻ╗BODTrakTMą═BOD5Ęų╬÷āxĪóCEL800ą═ČÓģóöĄ╦«┘|Ęų╬÷āxĪóDR5000ą═Ęų╣Ō╣ŌČ╚ėŗŻ║HACH╣½╦ŠĪŻ
1.2 īŹ“×ĘĮĘ©
īŹ“×┴„│╠Ą─╩ŠęŌłDęŖłD1ĪŻ╣╠Č©┤▓╚²ŠSļŖśOĘ┤æ¬Ų„ė╔ėąÖC▓Ż┴¦ųŲ│╔Ż¼│▀┤ń450 mmĪ┴150mmĪ┴200 mmŻ¼ėąą¦╚▌Ęe×ķ8LŻ╗ĻÄĻ¢ļŖśOŠ∙▓╔ė├150 mmĪ┴200 mmĪ┴2 mmĄ─▓╗õPõō░ÕŻ¼śO░ÕķgŠÓ×ķ150 mmŻ╗ĻÄĻ¢ļŖśOų«ķg╠Ņ│õų∙ĀŅ╗Ņąį╠┐Ż¼╠Ņ│õ┴┐×ķĘ┤æ¬Ų„╚▌ĘeĄ─2/3ĪŻų∙ĀŅ╗Ņąį╠┐ų▒ÅĮ4 mmĪóķL6~8mmŻ¼╩╣ė├Ū░ė├ūįüĒ╦«ŪÕŽ┤Ż¼▓óų├ė┌¤Æė═ÅU╦«ųą╬³ĖĮ’¢║═ĪŻ
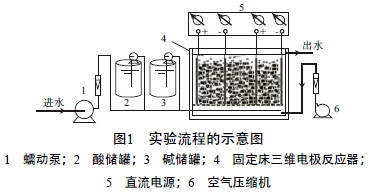
¤Æė═ÅU╦«Įø╦ßēAš{╣ØpH║¾Ż¼▒├╚ļ╣╠Č©┤▓╚²ŠSļŖśOĘ┤æ¬Ų„Ż¼į┌Ę┤æ¬Ų„ā╚Ą─▓╗õPõōļŖśO░Õ╔Ž╩®╝ėę╗Č©ļŖē║Ż¼═©▀^┐šÜŌē║┐sÖCš{š¹ŲžÜŌ┴┐Ż¼ę╗Č©Ą─╦«┴”═Ż┴¶Ģrķg║¾Ż¼│÷╦«ė╔Ę┤æ¬Ų„╔Ž▓┐ęń┴„┼┼│÷Ż¼£yČ©│÷╦«CODŻ¼ėŗ╦ŃCOD╚ź│²┬╩ĪŻ
1.3 Ęų╬÷ĘĮĘ©
▓╔ė├ųžŃt╦ßŌøĘ©£yČ©CODŻ╗▓╔ė├▓Ż┴¦ļŖśOĘ©£yČ©ÅU╦«pHĪŻ
2 ĮY╣¹┼cėæšō
2.1 ╩®╝ėļŖē║ī”COD╚ź│²┬╩Ą─ė░Ēæ
ĻÄĻ¢ų„ļŖśOķgĄ─ļŖē║╩Ū╣╠Č©┤▓╚²ŠSļŖśOĘ┤æ¬Ų„ā╚╗Ņąį╠┐┴Żūė«a╔·Ėąæ¬ļŖ╬╗Ą─╗∙ĄAŻ¼ļŖē║Ą─┤¾ąĪĻPŽĄĄĮ╗Ņąį╠┐┴ŻūėĖąæ¬ļŖ╬╗Ą─┤¾ąĪĪŻ═¼ĢrŻ¼╩®╝ėļŖē║Ą─Ė▀Ą═ų▒Įėė░Ēæ▓╗õPõōĻ¢śOĄ─Ė»╬g╦┘┬╩Ż¼▀MČ°ė░ĒæĄĮFe2+╝░Fe3+Ą─«a┬╩ĪŻę“┤╦Ż¼śO░Õķg▀m«öĄ─ļŖē║╩ŪøQČ©ļŖ╗»īW▀^│╠ųąļŖč§╗»ĪóFentonįćä®č§╗»║═ą§─²Ą╚Ę┤æ¬ą¦╣¹Ą─ĻPµIę“╦žĪŻ
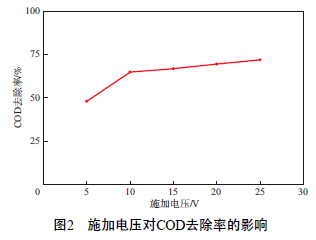
į┌╦«┴”═Ż┴¶Ģrķg60 minĪóÅU╦«pH=7.0ĪóŲžÜŌ┴┐120L/hĄ─Śl╝■Ž┬Ż¼╩®╝ėļŖē║ī”ÅU╦«COD╚ź│²┬╩Ą─ė░ĒæęŖłD2ĪŻė╔łD2┐╔ęŖŻ║ļS╩®╝ėļŖē║Ą─į÷╝ėŻ¼COD╚ź│²┬╩ųØu╠ßĖ▀Ż╗«ö╩®╝ėļŖē║┤¾ė┌10 VĢrŻ¼CODĄ─╚ź│²┬╩į÷Ę∙┌ģŠÅĪŻ╩®╝ėļŖē║Ą─╠ßĖ▀╩╣Ę┤æ¬▀^│╠ųąĄ─ļŖ┴„├▄Č╚▓╗öÓį÷┤¾Ż¼╦«Ą─ĘųĮŌĄ╚Ė▒Ę┤æ¬į÷ÅŖĪŻ
ę“┤╦Ż¼į┌▒ŻūCCOD╚ź│²┬╩Ą─Ū░╠ߎ┬Ż¼æ¬▓╔ė├▌^Ą═Ą─╩®╝ėļŖē║Ż¼ęįėąą¦ĮĄĄ═─▄║─Ż¼╠ßĖ▀ļŖĮŌą¦┬╩ĪŻŠC║Ž┐╝æ]Ż¼▀xō±╩®╝ėļŖē║×ķ10 V▌^▀mę╦ĪŻ
2.2 ╦«┴”═Ż┴¶Ģrķgī”COD╚ź│²┬╩Ą─ė░Ēæ
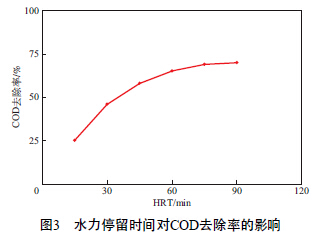
į┌╩®╝ėļŖē║10 VĪóÅU╦«pH=7.0ĪóŲžÜŌ┴┐120L/hĄ─Śl╝■Ž┬Ż¼╦«┴”═Ż┴¶Ģrķgī”ÅU╦«COD╚ź│²┬╩Ą─ė░ĒæęŖłD3ĪŻė╔łD3┐╔ęŖŻ║ļS╦«┴”═Ż┴¶ĢrķgĄ─čėķLŻ¼COD╚ź│²┬╩ųØu╠ßĖ▀Ż╗«ö╦«┴”═Ż┴¶Ģrķg│¼▀^60 minĢrŻ¼COD╚ź│²┬╩Ą─į÷Ę∙┌ģŠÅĪŻę“┤╦Ż¼▀xō±╦«┴”═Ż┴¶Ģrķg×ķ60 min▌^▀mę╦ĪŻ
2.3 ÅU╦«pHī”COD╚ź│²┬╩Ą─ė░Ēæ
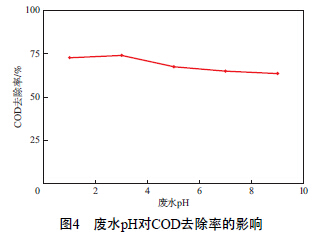
į┌╩®╝ėļŖē║10 VĪóŲžÜŌ┴┐120L/hĪó╦«┴”═Ż┴¶Ģrķg60 minĄ─Śl╝■Ž┬Ż¼ÅU╦«pHī”COD╚ź│²┬╩Ą─ė░ĒæęŖłD4ĪŻė╔łD4┐╔ęŖŻ║ļSÅU╦«pHĄ─į÷┤¾Ż¼COD╚ź│²┬╩ųØuĮĄĄ═Ż╗«öÅU╦«pH=3.0ĢrŻ¼COD╚ź│²┬╩ūŅĖ▀Ż©×ķ74.1%Ż®ĪŻ▀@╩Ūę“×ķŻ¼į┌╦ßąįŚl╝■Ž┬Ż¼ĻÄśO░l╔·č§ÜŌĄ─ā╔ļŖūė▀ĆįŁĘ┤æ¬╔·│╔H2O2Ż¼▓ó═©▀^Fe2+Ą─┤▀╗»ū„ė├╔·│╔ĪżOHŻ¼ī”ėąÖC╬’▀Mąąč§╗»ĮĄĮŌĪŻ«öÅU╦«pHųØuį÷┤¾ĢrŻ¼Fentonįćä®č§╗»Ę┤æ¬ųØuŽ„╚§Ż¼ī”ėąÖC╬’Ą─ĮĄĮŌą¦┬╩ĮĄĄ═Ż█12Ż▌ĪŻ
ė╔łD4▀Ć┐╔ęŖŻ║«öÅU╦«pHŻŠ5.0ĢrŻ¼COD╚ź│²┬╩Ž┬ĮĄ┌ģä▌┌ģŠÅĪŻę“×ķÅU╦«pHį÷┤¾ĢrŻ¼Ļ¢śO╚▄ĮŌĄ─Fe2+į┌ŲžÜŌŚl╝■Ž┬╔·│╔Fe3+Ż¼▓ó▀Mę╗▓ĮĘ┤æ¬╔·│╔FeŻ©OHŻ®3Ż¼ī”╦«ųąėąÖC╬█╚Š╬’Ą─ą§─²ū„ė├į÷ÅŖŻ¼▓┐Ęųčaāö┴╦Fentonįćä®č§╗»Ę┤æ¬Ą─ū„ė├ą¦╣¹Ż╗«öÅU╦«pH=7.0ĢrŻ¼COD╚ź│²┬╩×ķ64.9%Ż¼│÷╦«COD=27.1 mg/LŻ¼─▄ØMūŃĪ░│¼×VĪ¬Ę┤ØB═ĖĪ▒å╬į¬ī”▀M╦«CODĄ─ę¬Ū¾Ż©COD<30.0 mg/LŻ®ĪŻ╣╩▀xō±ÅU╦«pH=7.0▌^▀mę╦ĪŻ
2.4 ŲžÜŌ┴┐ī”COD╚ź│²┬╩Ą─ė░Ēæ
į┌╩®╝ėļŖē║10 VĪóÅU╦«pH=7.0Īó╦«┴”═Ż┴¶Ģrķg60 minĄ─Śl╝■Ž┬Ż¼ŲžÜŌ┴┐ī”COD╚ź│²┬╩Ą─ė░ĒæęŖłD5ĪŻ
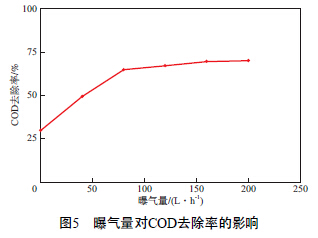
ė╔łD5┐╔ęŖŻ║į┌¤oŲžÜŌĄ─Śl╝■Ž┬Ż¼ COD╚ź│²┬╩×ķ29.8%Ż╗ļSŲžÜŌ┴┐ųØuį÷╝ėCOD╚ź│²┬╩ųØu╠ßĖ▀Ż╗«öŲžÜŌ┴┐×ķ120L/hĢrŻ¼COD╚ź│²┬╩×ķ64.9%Ż╗▀Mę╗▓Įį÷╝ėŲžÜŌ┴┐Ż¼COD╚ź│²┬╩╔²Ą─į÷Ę∙┌ģŠÅĪŻ▀@╩Ūę“×ķŻ¼╣╠Č©┤▓╚²ŠSļŖśOĘ┤æ¬Ų„ųą╬█╚Š╬’Ą─ĮĄĮŌ╩Ūę╗éĆäėæB╬³ĖĮĪ¬ļŖĮŌĪ¬├ōĖĮĄ─╬óė^▀^│╠Ż¼▀m┴┐Ą─ŲžÜŌ╝╚ėą└¹ė┌ĻÄśO░l╔·O2Ą─▀ĆįŁĘ┤æ¬Ż¼ėųėą└¹ė┌ėąÖC╬’į┌╗Ņąį╠┐▌d¾w╔Ž╬³ĖĮĪ¬├ōĖĮĄ─äėæBŲĮ║ŌŻ¼▀^Ė▀Ą─ŲžÜŌ┴┐▓╗āHė░Ēæ┴╦ėąÖC╬’į┌╗Ņąį╠┐▒Ē├µĄ─╬³ĖĮŻ¼▀Ćį÷╝ė┴╦Ņw┴Ż╗Ņąį╠┐ų«ķgĄ──źōpŻ¼▓╗└¹ė┌╣╠Č©┤▓╚²ŠSļŖśOĘ┤æ¬Ų„Ą─ķLŲ┌▀\ąąŻ¼╣╩▀xō±ŲžÜŌ┴┐×ķ120L/h▌^▀mę╦ĪŻŠ▀¾wģóęŖhttp://www.bnynw.comĖ³ČÓŽÓĻP╝╝ąg╬─ÖnĪŻ
3 ĮYšō
aŻ®ęį▓╗õPõō░Õ×ķĻÄĻ¢ų„ļŖśOĪóęįų∙ĀŅ╗Ņąį╠┐×ķĖąæ¬┴ŻūėļŖśOŻ¼śŗĮ©┴╦╣╠Č©┤▓╚²ŠSļŖśOĘ┤æ¬Ų„ĪŻ
bŻ®▓╔ė├įōĘ┤æ¬Ų„╔ŅČ╚╠Ä└Ē¤ÆÅS¤Æė═ÅU╦«Ą─ā×╗»╣ż╦ćģóöĄ×ķŻ║╩®╝ėļŖē║10VŻ¼╦«┴”═Ż┴¶Ģrķg60minŻ¼ÅU╦«pH=7.0Ż¼ŲžÜŌ┴┐120L/hĪŻį┌┤╦Śl╝■Ž┬Ż¼╠Ä└Ē║¾│÷╦«Ą─COD=27.1 mg/LŻ¼─▄ØMūŃĪ░│¼×VĪ¬Ę┤ØB═ĖĪ▒å╬į¬ī”▀M╦«CODĄ─ę¬Ū¾Ż©COD<30.0 mg/LŻ®ĪŻ

